Сварочный инвертор weldmaster 250 иса схема
Обновлено: 20.09.2024
Принесли беду ИНТЕРСКОЛ ИСА-250/10,6 говорят при переносе что-то бахнуло внутри.При осмотре выявил неисправный транзюк К3878 и стабилитрон в цепи затвора этого транзистора 20в 0,5Вт.Транзюка такого не было поставил К2611,микросхемка управления транзистора UC2845BN,схемы аппарата не нашёл.После замены при включении ничего не происходит,я так понимаю это блок питания деж режима,никто не сталкивался с такой бедой.
Ну по аналогии uc384х и даташиту на вашу, на 7-ой ноге до 30В, следовательно около 24Вольт. Надо смотреть цепь питания микросхему. Обычно эта цепь состоит из последовательно соединенных резисторов. Один или несколько в мегаомы уходят. выпаять микросхему, проверить всю обвязку, в частности питание и выход. Выход на прозвон транзистора силового и обвязки. Далее впаять микросхему и проверить осциллографом выходные импульсы. После можно подключать силовой транзистор и проверять 24В, на выходе трансформатора. Если короткое, то микросхема будет стартовать и останавливаться и так до бесконечности, пока не устраните проблему. Но без питалова на микросхеме идти дальне нет смысла.
Смотрите резисторы (кор, черн, желтый, золотой) Ну а проще посмотреть куда идет +310, далее через резисторы на микруху, вот это как раз и есть ограничительные резисторы или резистор, который не дает питалова.
зарабатываем и получаем удовольствие от процесса.
Это не вся беда, это обыденное дело Молодца! поздравляю!
Заменил резюк ,включил и ничего,всё молчит и ни каких признаков жизни.Поставил старую мик-му с буквами BN и жизнь появилась,слышно как ТПИ вирищит,как будто замык во вторичках.На вых где 24в,появилось 4в.
Возьмите даташит на микросхему и проверьте питание микросхемы + отключите вентилятор и проверьте на прозвон +24В - выход трансформатора и выпрямитель.
Отпаять ногу или обрезать дорожку выхода микросхемы и посмотреть генерацию + питание микросхемы. Если все нормально, то питание микросхемы и генерация будут. Если чего-то нет, то копать либо сам ШИМ либо обвязка ШИМа. Просто так менять можно хоть весь аппарат по-детально.
Был случай, когда вентилятор закоротило и +24 В на выходе не было. Для таких случаев, с другого блока питания проверяю и сам вентилятор.
Дело не в выходах транса, питан м-сх 8в на вых микросхемы 0,по осцилу какая-то помеха.Запитывал микруху от другого блока,импульс на вых микрсхемы начинает появлятся 8.4-9 вольт,т.е нехватает питания микросхемы каких-то 0,5-1В.Транс и транзистор тоже отпаивал,всё равно 8Вольт,а когда микросхему снимаеш питание возростает где-то 67В.Микросхему менял,не помогло,внутри неё стоят стаб и диод по питанию-Это всё тоже целое.Вобще фигня какая-то.Нет никаких предложений по этому поводу?
Работает так: первичное питание через резистор идет, когда микросхема дает первый импульс то с вторички по обратной связи идет доп напряжение от которого и работает микросхема. Следовательно отключаю микросхему по выходу и смотрю осциллографом выходной сигнал. Т.е. без нагрузки, тогда хватает питалова и генерация есть и стабильная. Если есть, то иду дальше, к силовому ключу и далее к трансу. Если пульсации нет, то и копать дальше нет смысла. Питалово идет через резистор или сборку резисторов, когда микросхема просажена или дохлая, то конечно идет просадка по напряжению.
идет описание как и что работает. Может поможет.
еще посмотрите какой вентилятор стоит. Следовательно подайте питание после транса, т.е. вентилятор заработает и вспомогательные цепи. Если все будет работать, то копайте только тут (UC3xxxx)
Посмотрел даташит. Вытаскивайте резистор 51Ом на силовой ключ и добивайтесь стабильной генерации от микросхемы. И еще, питание . т.е. когда отключаете микросхему может быть и . дофига. Резистор такая гадость, когда у вас нет нагрузки то он выдать может что угодно даже при номиналах в мегаомы, а вот когда нагрузка есть, то неисправный резистор делает большую просадку по напряжению.
Кстати можно любую схему от РЕСАНТА взять как пример подключения микросхемы. У меня лежит на столе инвертор, так у него 56кОм три последовательно подключены.
Где территориально находитесь? Больше времени уходит на описание, легче самому уже посмотреть, что там у вас.
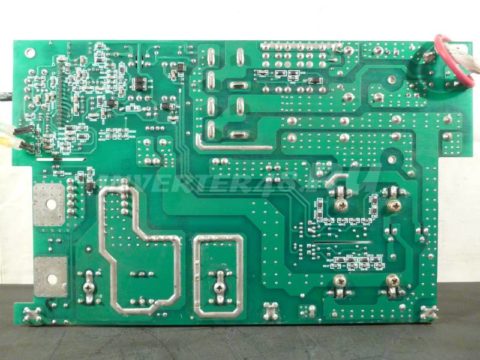
Сварочный инвертор WELDMASTER ИСА 250

Сварочный инвертор WELDMASTER ИСА 250 предназначен как для профессионального выполнения высококачественных сварочных работ, так и для использования в быту: дома, на садовом участке, даче, в гараже. WELDMASTER ИСА 250 сварочный аппарат нового поколения с использованием инверторных технологий на основе IGBT транзисторов RJH60F7DPQ и диодов STTH3003CW. Это позволило уменьшить вес и размеры сварочного аппарата, а так же улучшило качество сварочной дуги и увеличило КПД. Плата управления TOP DC 30501438 ENDU CONTROL V1.0, на микросхемах UC3845B и MC33074DG совместно с опто драйвером IGBT — HCPL-3120, позволяет регулировать сварочный ток и обеспечивать функции: «Hot start» (Горячий старт), «Anti-stick» («антиприлипание электрода»), «Arce Force» («стабилизация горения дуги»). Блок питания WELDMASTER ИСА 250 выполнен на шим контроллере UC3842BN и MOSFET транзисторе FQP4N90C.
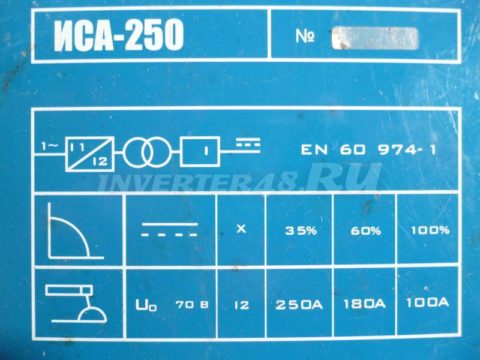
Напряжение питания — 220В
Напряжение холостого хода – 70В
Диапазон сварочного тока — 10-250А
Продолжительность нагрузки при токе 250А — 35%
Продолжительность нагрузки при токе 100А — 100%
Диаметры используемых электродов — 1,6-4мм









Сварочный инвертор AIKEN WELD RANGER 180 MWD180.5.4

Сварочный инвертор DENZEL MMA 161
Сварочный инвертор PROFHELPER PRESTIGE 211 S

Сварочный инвертор KEMPPI MINARC 150

Сварочный инвертор РЕСАНТА САИ 220 GP52 V1.0

Сварочный инвертор DEFORT DWI 200 S

Сварочный инвертор SDMASTER TECHNIC 250 3C

Сварочный инвертор AIKEN WELD RANGER 160 MWD160.4.6
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Этот сайт использует Akismet для борьбы со спамом. Узнайте, как обрабатываются ваши данные комментариев.
Последний пост
Просмотры
- Сварочный инвертор РЕСАНТА САИ 190 К SH105 (9 033)
- Сварочный инвертор TELWIN TECNICA 164 (7 410)
- Сварочный инвертор FOXWELD МАСТЕР 202 (6 372)
- Сварочный инвертор РЕСАНТА САИ 250 ПРОФ GP95 V3.0 (6 273)
- Сварочный инвертор РЕСАНТА САИ 250 GP44 V2.0 (5 765)
Комментарии
- Администратор к записи Ремонт BESTWELD TIGER 210
- kca к записи Ремонт BESTWELD TIGER 210
- Администратор к записи Ремонт EUROLUX IWM 220 SHV146 — замена GT50JR22
- SkynetB к записи Ремонт EUROLUX IWM 220 SHV146 — замена GT50JR22
- РЕСАНТА САИ 190 К SH105 схема инструкции к записи Ремонт РЕСАНТА САИ 190 К SH105 — замена GT50JR22
Облако меток

Найдите нас
О сайте
Ремонт сварочных инверторов, телевизоров, мониторов и другой бытовой электроники в Липецке.
Адрес г. Липецк, пр. Победы 5 Часы Понедельник— Воскресенье: 10:00–22:00
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ММА-250

Выполнен аппарат по технологии IGBT или (полу-мостовой).

С жалобой от хозяина на то, что электрод залипает, и не хочет сваривать. После включения в сеть
и попыток сварить деталь, ничего не получалось. И после изменения тока сварки на более высокое, сварка задымилась и услышал электрический треск. Владелец сказал что причиной поломки, был вызван не правильный выбор сварочного тока для электрода.
Внимание: все работы по ремонту, и восстановлению сварочного инвертора, вы выполняете на свой страх и риск.
После разборки было решено открутить и проверить БП.

Был найден сгоревший резистор на 150 Ом на 10W.


Диодный мост на 100V 35A и реле на 24 35А оказались рабочими.

А в БП был найден вздувшийся конденсатор 470 мкФ х 450 В который был заменён.


Далее проверяем верхнюю плату.

На этой плате установлен:
- Драйвер силовых ключей. (проверяется всё что можно на этой платке сопротивление должно быть не более 10 Ом).
- Силовые ключи.
- Блок питания 24 В. (проверяется транзистор К2611 или его аналог и его обвес см фото).
- Задающий генератор. (проверяются все полевые транзисторы можно проверить включив сварку при включении и выключении должен появиться писк генератора).
Как проверить силовые ключи
Здесь установлены ключи IRG4PC50UD или его аналоги. Мультиметром в режиме проверки диодов нужно прозвонить ножки транзистора "E" и "C" в одну сторону они должны прозваниваться, а в другую сторону они не должны прозваниваться транзистор нужно разрядить (замкнуть все ножки). На ножках "G" и "E" сопротивление должно быть бесконечное, не зависимо от полярности.

Далее нужно подать на ножку "G"-"+" а на "E" "-" 12 вольт постоянного тока. и прозвонить ножки "C" и "E" они должны звониться. Далее нужно снять заряд с транзистора (замкнуть ножки ). Ножки "C" и "E" должно быть сопротивление бесконечное. Если все эти условия соблюдаются то транзистор работает, и так нужно проверить все транзисторы.
Диоды ломаются крайне редко, но если ломается один то за собой он ломает все остальные. Примерная схема этой сварки ММА-250 находится тут (не полная). После того как заменили все неисправные детали, собираем сварочник в обратной последовательности и проверяем на работоспособность. Автор статьи 4ei3
Принципиальная схема сварочного инвертора: разбираемся в деталях
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.

Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.

Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.

Мобильность – одно из преимуществ инверторных аппаратов
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.

Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.

Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)

Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)

Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.

Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.

Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.

Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.

Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Ремонт инверторного сварочного аппарата своими руками
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.

Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Читайте также: