Сварочный трансформатор стэ 24
Обновлено: 04.10.2024
Сварочные аппараты переменного тока, применяемые на заводах и строительно-монтажных площадках, подразделяют на четыре основные группы: сварочные аппараты с отдельным дросселем; сварочные аппараты со встроенным дросселем; сварочные аппараты с подвижным магнитным шунтом; сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Они отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и устройства—дросселя, подвижного магнитного шунта, подвижной обмотки—для создания падающей внешней характеристики и регулирования сварочного тока. Трансформатор обеспечивает питание дуги переменным током напряжением 60. 70 В.
Сварочные аппараты с отдельным дросселем (рис. 25) состоят из понижающего трансформатора и дросселя (регулятора тока). Трансформатор Тр имеет сердечник (магнитопровод) 2 из пластин, отштампованных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная / и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется напряжение 60. 70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий к. п.д. трансформатора. Последовательно с вторичной обмоткой в сварочную цепь включена обмотка 4 (из голой медной шины) дросселя Др. Обмотка имеет асбестовые прокладки, пропитанные теплостойким лаком. Сердечник дросселя также набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтовой пары 7. При вращении рукоятки гґо часовой стрелке воздушный зазор а увеличивается, против часовой стрелки—уменьшается.
При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает
мощный магнитный поток, наводящий
э. д.с. дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочный ток уменьшается; вслед за ним уменьшается э. д.с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя зазор а между неподвижным (и подвижным магнитопро - водами, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшается э. д.с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока. При уменьшении зазора сварочный ток уменьшается. Один оборот рукоятки винтовой пары изменяет сварочный ток примерно на 20 А. По этой схеме изготовлены сварочные трансформаторы типа СТЭ. Трансформаторы СТЭ-24-У и СТЭ - 34-У не сложны по устройству и безопасны в работе и поэтому их широко применяют при ручной дуговой сварке.
На рис. 26 представлен трансформатор СТЭ-34 с регулятором (дросселем) РСТЭ-34.
Трансформатор / и регулятор 2 заключены в отдельные кожухи из тонкой листовой стали с жалюзи для естественного охлаждения н установлены на колесики для перемещения. Первичная обмотка из изолированной проволоки размещена на двух. катушках. Для включения трансформатора в сеть с напряжением 220 В обмотки катушек соединяют параллельно, а для сети напряжением 380 В —последовательно. Вторичная обмотка из голой медной шины расположена поверх первичной обмотки на тех же катушках. При этом вторичная обмотка соединена всегда последовательно. На торцовой стенке кожуха на клеммовой доске расположены выводы первичной обмотки, на другой торцовой стенке—выводы вторичной обмотки.
Сварочные аппараты со встроенным дросселем^рис.27) имеют электромагнитную схему, разработанную акад. В. П. Никитиным. Магни - топровод трансформатора состоит
из основного сердечника /, на котором расположены пе. рвичная 2 и вторичная 6 обмотки собственно трансформатора, и добавочного сердечника 4 с
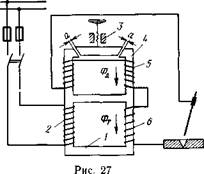
обмоткой 5 дросселя (регулятора тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми с помощью винтовой пары 3 устанавливается необходимый воздушный зазор а.
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того, как включены эти обмотки. При встречном соединении магнитные потоки, возникающие при прохождении тока во вторичной обмотке трансформатора Фт и обмотке дросселя Фд, будут направлены навстречу друг другу. При этом напряжение холостого хода £Лх = = (/тх— t/дх, где £/тх - напряжение во вторичной обмотке трансформатора, В; Uдх — напряжение в обмотке дросселя, В. При попутном включении магнитные потоки Фт и Фд будут иметь одинаковое направление и напряжение холостого хода Uxx=ilтх + “Ь Ндх-
Сварочный ток регулируют, изменяя воздушный зазор а; чем больше зазор а, тем больше сварочный ток.
Сварочный аппарат СТН-500, представленный на рис. 28, предназначен для ручной дуговой сварки. Здесь применено встречное включение вторичной обмотки трансформатора и обмотки дросселя. Обмотки трансформатора размещены на двух катушках для включения в сеть с напряжением 220 и 380 В. Сварочный ток регулируют вращением рукоятки, как и в регуляторе типа РСТЭ. На торцах кожуха сварочного аппарата установлены клеммовые доски, к которым выведены с одной стороны концы первичной обмотки, а с другой—одни конец вторичной обмотки и один конец обмотки дросселя. Для облегчения перемещения аппарат устанавливают на тележку. Сварочные аппараты СТН-500-1 отличаются от СТН-500 тем, что имеют алюминиевые обмотки.
Сварочные аппараты ТСД, применяемые главным образом при автоматической сварке, имеют дистанционное управление регулированием сварочного тока. Подвижная часть сердечника перемещается с помощью червячной передачи от электродвигателя, управляемого двумя магнитными пускателями. При включении одного из них сварочный ток возрастает, при включении другого— уменьшается. Для охлаждения аппарата установлен вентилятор с электродвигателем трехфазного тока мощностью 0,25 кВт.
Характеристика сварочных аппаратов с дросселем приведена в табл. 3.
Марка сварочного аппарата
Пределы регулирования сварочного тока, А
Сварочные аппараты с увеличенным магнитным рассеянием и подвижным магнитным шунтом (рис. 29) имеют целый замкнутый магнитопровод, у которого на одном
стержне расположены первичная 4 и вторичная 3 обмотки трансформатора, а на другом — реактивная обмотка /. Между ними находится стержень— магнитный шунт 2. Шунт замыкает магнитные потоки, создаваемые первичной и реактивной обмотками. При этом образуются магнитные потоки рассеяния, которые создают значительное индуктивное сопротивление. Таким образом обеспечивается падающая внешняя характеристика трансформатора.
Сварочный ток регулируют, перемещая магнитный шунт вдоль направления магнитного потока. При выдвижении шунта рассеяние магнитных потоков первичной и реактивной обмоток уменьшается, вследствие чего уменьшается индуктивное сопротивление трансформатора. При этом сварочный ток возрастает. По такому принципу работают сварочные аппараты типа СТАН и СТШ.
Сварочные аппараты типа СТШ имеют магнитный шунт, состоящий из двух половин, которые могут сдвигаться и раздвигаться. При полностью сдвинутых половинах шунта сварочный ток будет минимальный. Если раздвигать половины шунта, то магнитный поток рассеяния уменьшается и поэтому сварочный ток возрастает. В строительстве и промышленности применяют сварочные аппараты СТШ - 300, СТШ-500 и СТШ-500-80. Аппарат СТШ-500-80 отличается от первых двух типов тем, что имеет два диапазона сварочных токов(катушки обмоток могут переключаться с последовательного соединения для малых сварочных токов на параллельное соединение для больших сварочных токов). Для монтажных работ рекомендуются аппараты легкого типа CTLLI - 250 массой 44 кг.
Характеристика сварочных аппаратов с подвижным магнитным шунтом приведена в табл. 4.
Сварочные аппараты с увеличенным магнитным рассеянием и подвижной обмоткой. Трансформатор имеет магнитопровод, на обоих стержнях которого расположены по две катушки: одна с первичной обмоткой, а вторая — со вторичной обмоткой. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, а катушки вторичной обмотки перемещаются по стержню с помощью винтовой пары. Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшает-
Марка сварочного аппарата
Потребляемая мощность, кВ А
Вторичное напря жение, В
Пределы регулирования сва ровного тока, А
ся. По этому принципу изготовлены трансформаторы типа ТС (рис. 30), ТСК и ТД с алюминиевыми обмотками. Сварочные аппараты ТСК имеют конденсаторы, которые включены параллельно первичным обмоткам. Они способствуют повышению коэффициента мощности. Трансформаторы типа ТД имеют сварочных токов: при параллельном вичных и вторичных обмоток и малые токи — при последовательном их соединении. Переключение обмоток
производится одновременно пакетным переключателем. В каждом диапазоне ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток. Удобны для ра боты в условиях строительно-монтаж ной площадки трансформаторы ТД 304, отличающиеся от ТД-300 нали чием устройства в виде Дополнитель ной приставки для дистанционного ре гулирования сварочного тока. Харак теристйка сварочных аппаратов с под вижной обмоткой приведена в табл. 5
два диапазона большие токи — соединении пер-
Для. строительно-монтажных ра бот очень удобны облегченные переносные сварочные аппараты ТСП-1 и ТСП-2. Они предназначены для сварки коротких швов, прихваток, т. е. при сварке с большими перерывами. Вторичная обмотка трансформатора ТСП- 1 секционирована, что позволяет ступенчато регулировать сварочный ток переключением секций с помощью перемычки на броневой доске трансформатора. Масса сварочного аппарата ТСП-1 — 35 кг. Пределы сварочного тока 105. 180 А. Масса аппарата ТСП-2 — 63 кг. Номинальный ток — 300 А.
Трехфазные сварочные аппараты применяют при сварке трехфазной дугой спаренными электродами. Процесс сварки осуществляется сварочными дугами, которые возбуждаются между каждым электродом и свариваемой деталью и между электродами. Аппарат (рис. 31) состоит из трех - фазного трансформатора /, регулятора сварочного тока и магнитного контактора 3. Первичная обмотка включается в силовую сеть напряжением
Потребляемая мощность, кВ-А
Вторичное напряжение, В
Пределы регулирования сварочного тока, А
220 В (соединение обмоток в треугольник) или 380 В (соединение обмоток в звезду). Вторичная обмотка имеет по две катушки на каждом стержне и выполнена из голой медной шины. Регулятор сварочного тока состоит из двух дросселей и трех обмоток. Две обмотки 5 и б расположены на одном магнитопроводе и подключены к спаренным в едином электрододержателе, но изолированным друг от друга электродам 7 и 8. Третья обмотка 4 расположена на втором магнитопроводе и подключена к свариваемой детали 9. Регулятор вмонтирован в общий корпус и снабжен двумя рукоятками, с помощью которых (изменением воздушных зазоров в магнито - проводах) регулируется сварочный ток. Одной рукояткой регулируют ток одновременно в обеих фазах, подключенных к электродам, а второй рукояткой— в фазе, подсоединенной к изделию.
Магнитный контактор 3 служит для включения цепи спаренных электродов. В начальный момент при возбуждении дуги сварочная цепь замыкается через свариваемую деталь и один из электродов (на рисунке электрод 8). Ток проходит по обмотке 4 регулятора и обмотке 2 контактора. Контактор включает обмотку 5 регулятора. Возникает вторая дуга. При отводе электродов от детали ток в обмотках 4 и 2 прекращается и контактор 3 выключает цепь обмотки 5, гасит дугу между электродами.
Трехфазный сварочный аппарат ЗСТ конструкции проф. Н. С. Силунова имеет мощность 45 кВ-А, вторичное напряжение — 60 В, сварочный ток— 450 А. Заводом «Электрик» для ручной сварки выпущены трехфазные сварочные аппараты ТТС-400 на 400 А, состоящие из двух спаренных трансформаторов СТН в едином корпусе. Схема питания трехфазной сварочной дуги приведена на рис. 32. Для автоматической сварки заводом «Электрик» выпущены трехфазные сварочные аппараты ТТСД-1000 на 1000 А, состоящие из двух спаренных трансформаторов ТСД-1000-4.
Трехфазные сварочные аппараты обеспечивают высокую производительность, экономию электроэнергии (к. п.д. достигает 0,9) и равномерную загрузку фаз сети при высоком коэффициенте мощности (cos ф= 0,8), однако ввиду сложности сварочного оборудования и трудностей при сварке потолочных и вертикальных швов применяются ограниченно.
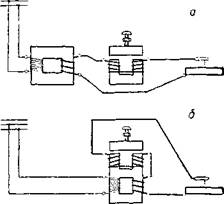
При необходимости обеспечить большой сварочный ток и при отсутствии сварочных аппаратов достаточной мощности можно применять параллельное включение трансформаторов Схема такого включения сварочных аппаратов представлена на рис. 33. Для параллельной работы нужно применять трансформаторы с одинаковыми внешними характеристиками и напряжениями первичной и вторичной цепей. Одноименные концы первичных обмоток а соединяют между собой и общие клеммы 1 включают в силовую сеть переменного тока. Одноименные концы вторичной обмотки Ь также соединены между собой: клеммы 2 под-
ключают к дросселям Др, а клеммы 3— к детали. Дроссели соединяют между собой также параллельно. Сварочный ток регулируют вращением рукояток дросселей так, чтобы обеспечить равенство нагрузок на трансформаторы. Равенство нагрузок проверяют амперметром.
В некоторых случаях для повышения устойчивости горения дуги, питаемой переменным током, применяют способ наложения на сварочный ток частотой 50 Гц токов высокой частоты (150. 500 кГц) и высокого напряжения (1500. 6000 В). Такие меры предпринимают при сварке тонкостенных изделий дугой малой мощности и при сварочном токе 20. 40 А, а также при сварке в защитных газах, сварке специальных сталей и некоторых цветных металлов.
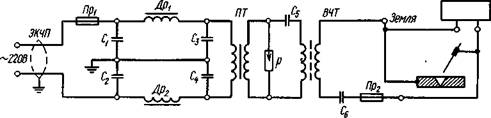
Для получения токов высокой частоты и высокого напряжения применяют осцилляторы - параллельного и последовательного включения. Принципиальная схема осциллятора параллельного включения ОСПЗ-2М и его включения в сварочную цепь показана на рис. 34. Осциллятор ОСПЗ-2М включают непосредственно в питающую сеть напряжением 220 В. Он состоит из повышающего (с 220 В до 6000 В) трансформатора ПТ и колебательного контура. Колебательный контур, состоящий из высокочастотного трансформатора ВЧТ, конденсатора Сз и разрядника Р, вырабатывает высокочастотный ток. Контур связан со сварочной цепью индуктивно через трансформатор ВЧТ, выводы вторичной обмотки которого присоединяют: один — к клемме «земля» выводной панели, а другой—ко второй клемме через конденсатор Сб и предохранитель Ярг Конденсатор Сб препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь и служит для защиты сварщика в случае пробоя конденсатора Сз. Предохранитель Пр'2 выключает осциллятор в случае пробоя конденсатора Се. Для устранения радиопомех в питающей сети осциллятор снабжен фильтром из двух защитных дросселей Др і и Др-2. и четырех конденсаторов Сі, Сч, С з и Са. Фильтр защищает цепь питания от токов высокой частоты. Для общей защиты от радио - помех осциллятор имеет экранирующий металлический кожух.
Осцилляторы последовательного включения ( М-3, ОС-1) применяют в установках для дуговой сварки в защитных газах. Они обеспечивают более надежную защиту генератора (или силового выпрямительного блока) от пробоя высокочастотным напряжением осциллятора.
При применении осциллятора дуга загорается легко, даже без прикосновения электрода к изделию (при зазоре 1. 2 мм), что объясняется предварительной ионизацией воздушного промежутка между электродом и свариваемой деталью.
Институтом электросварки им. Е. О. Патона разработан импульсный генератор ГИ-1, который. подает ток высокого напряжения (200. 300 В) импульсами в те моменты, когда напряжение в сварочной цепи переходит через нулевое значение. Тцкие генераторы более надежны в работе и более экономичны, чем осцилляторы, так как требуют меньше энергии.
Устройство и обслуживание сварочных трансформаторов
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. При сварке на малых токах (60—100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70—80В.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
- трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
- трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Трансформаторы с нормальным магнитным рассеянием и с отдельным дросселем
Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока при помощи передвигающегося контакта путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
Трансформаторы с нормальным магнитным рассеиванием и реактивной обмоткой на общем сердечнике. Реактивная обмотка включена в сварочную цепь последовательно с таким расчетом, что ее поток направлен навстречу основному потоку трансформатора. Действие реактивной обмотки и регулирование сварочного тока аналогичны действию дросселя.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении. Могут применяться для наплавки и сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
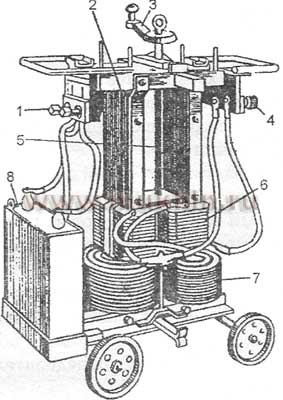
Рис. 69. Конструктивная схема трансформатора ТСК-500 со снятым кожухом: 1 — сетевые зажимы для проводов; 2 — сердечник; 3 — рукоятка для регулирования тока; 4 — зажимы для подсоединения проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока (см. рис. 69), Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 69 показана конструктивная схема трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмотки 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается, и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности. Принципиальная электрическая схема трансформатора ТД-500 аналогична.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов. Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 В или 380 В.
Трансформатор ТД-500 — однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Современные заводы, как правило, снабжаются переменным трёхфазным током. Поэтому представляется естественным производить сварку непосредственно переменным током, не преобразуя его предварительно в постоянный ток. Против переменного тока в дуге выдвигались следующие основные возражения: мгновенные значения переменного тока периодически проходят через нуль 100 раз в секунду, поэтому дуга переменного тока будет недостаточно устойчива. В дуге постоянного тока можно менять распределение тепла, меняя полярность; при переменном токе эта возможность теряется.
Многолетний опыт показал, что при современных электродах с хорошей обмазкой устойчивость дуги вполне достаточна как при постоянном, так и при переменном токах. Разница в устойчивости дуги для постоянного и переменного токов становится почти неощутимой и возможный некоторый недостаток устойчивости дуги переменного тока может быть всегда скомпенсирован, например, за счёт некоторого повышения напряжения холостого хода сварочного трансформатора. Что касается распределения тепла между электродами, то опыт показывает, что для большинства случаев распределение тепла в сварочной дуге переменного тока вполне удовлетворяет требованиям сварочной техники и даёт возможность получить безупречные результаты сварки.
В свою очередь, переменный ток имеет некоторые специфические преимущества перед постоянным током, например, можно отметить практически полное отсутствие магнитного дутья при сварке на переменном токе, в то время как при постоянном токе магнитное дутьё часто заметно мешает работе.
Сварочные трансформаторы просты по устройству, дёшевы, почти не требуют обслуживания и занимают малые площади. Они портативны, обладают малыми размерами и весом, имеют высокий к, п. д., а отсюда и незначительный расход электроэнергии, почти )В два раза меньший по сравнению с агрегатами постоянного тока, к. п. д. сварочных трансформаторов достигает 80—85%, расход электроэнергии равен 3,5—4,25 кет-час на 1 кг наплавленного металла.
Для получения необходимой падающей характеристики на электродах дуги, необходимо' включить последовательно с дугой в сварочную цепь достаточное сопротивление. По экономическим соображениям это сопротивление должно быть по возможности чисто индуктивным с минимальной активной составляющей. Таким образом, задача получения необходимой падающей характеристики сводится к увеличению индуктивного сопротивления в цепи трансформатора. Лучшие результаты получаются при увеличении индуктивности вторичной цепи трансформатора, что и применяется на практике.
Фиг. 14. Схемы сварочных трансформаторов.
Увеличение индуктивности вторичной цепи трансформатора может быть получено включением последовательно с дугой индуктивного сопротивления дроссельной катушки, конструктивно отдельной от трансформатора. В разновидности системы дроссельная катушка может быть объединена конструктивно в одно целое с трансформатором. . Соответствующим конструированием трансформатора индуктивность вторичной цепи трансформатора может быть настолько повышена, что необходимость в отдельной дроссельной катушке отпадает, и необходимая падающая характеристика получается за счёт индуктивности самого трансформатора. Таким образом, получается три следующие основные системы сварочных трансформаторов:
1) с отдельной дроссельной катушкой во вторичной цепи;
2) с дроссельной катушкой во вторичной цепи, конструктивно объединённой в одно целое с трансформатором;
3) с увеличенной индуктивностью без дроссельной катушки.
в нашей промышленности. Видоизменения основных схем и объединение элементов отдельных схем образуют громадное количество» возможных систем и конструкций сварочных трансформаторов.
Сварочные трансформаторы изготовляются обычно однофазными, сухими, с естественным воздушным охлаждением. Примером
Читайте также: