Тесты по сварке труб
Обновлено: 03.05.2024
Соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
5. Выбрать правильный ответ:
Как регулируется сила сварочного тока в балластном реостате РБ-201?
2) через каждые 15А, т.е. ступенчато
3) через каждые 10А, т.е. ступенчато
6. Вставить пропущенное слово:
При малых токах обмотки трехфазного трансформатора включаются «Звездой»
7. Выбрать правильный ответ:
Номинальный сварочный ток и напряжение источника питания – это:
1) максимальный ток и напряжение, которые может обеспечить источник
2) напряжение и ток сети, к которой подключен источник питания
3) ток и напряжение, на которые рассчитан нормально работающий источник
8. Выбрать правильный ответ:
При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнению со сваркой в нижнем положении должна быть:
1) увеличена на 5-10%
2) уменьшена на 5-10%
3) не изменяться
9. Вставить пропущенные слова:
Выбор силы сварочного тока зависит от «диаметра электрода, марки стали детали и положения сварки в пространстве»
10. Выбрать правильный ответ:
Шов на "проход" выполняется следующим образом :
1) деталь проваривается от одного края до другого без остановок
2) деталь проваривается от середины к краям
3) деталь проваривается участками (ступенями, длина которых равна длине при полном использовании одного электрода)
Тест по МДК.02.02 Технология газовой сварки
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
1. Выбрать правильный ответ :
Сварной шов при газовой сварке защищается с помощью:
1) газового пламени;
2. Выбрать правильный ответ :
Металл прогревается быстрее, если пламя направлено к поверхности под углом:
1) 90 град .
3. Выбрать правильный ответ :
Как зависит диаметр (d) присадочной проволоки для сварки левым способом от толщины свариваемого металла (б)?
4. Выбрать правильный ответ :
Какие марки присадочных проволок применяют при сварке низкоуглеродистых сталей?
1) проволока марки Св-08
2) проволока марки Св- 10А
3) проволока марки Св- 13 ХМА
5. Вставить пропущенные слова:
Устройства, защищающие ацетиленовые генераторы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки называются «предохранительными затворами».
6. Установить соответствие между определением и изображением: (1-2, 2-3, 3-1)
Пламя, которое получают тогда, когда в горелку на один объем ацетилена подают от 1,1 до 1,3 объема кислорода
Пламя, которое получается, когда в горелку на один объем ацетилена подается один объема кислорода.
Пламя, которое получают, когда в горелку на один объем ацетилена подают 0,95 и менее объема кислорода.
7. Вставить пропущенные слова:
Аппарат, предназначенный для получения ацетилена посредством разложения карбида кальция водой – «ацетиленовый генератор».
8. Установите правильную последовательность при зажигании горелки (цифры 1-7) (2,6,5,3,1,7,4)
1) Открыть вентили горелки и установить рабочее давление газов в соответствии с толщиной металлов (в среднем кислород~4 кгс/см 2 , ацетилен~1кгс/см 2 ). Сразу закрыть вентили.
2) Вначале нужно удалить воздух из шлангов по очереди (иначе остаток воздуха в шланге с ацетиленом может спровоцировать обратный удар): для этого на несколько секунд открыть кислород – закрыть, после этого на несколько секунд открыть ацетилен и закрыть.
3) Завернуть на шлангах хомуты
4) Отрегулировать пламя, уменьшая или увеличивая подачу ацетилена, при открытом кислородном вентиле.
5) Присоединить ацетиленовый шланг
6) Присоединить кислородный шланг и проверить горелку на разряжение в ацетиленовой трубке.
7) Открыть на ¼ кислородный, а затем на 1 оборот ацетиленовый вентиль горелки, далее поджечь пламя.
9. Выбрать правильный ответ :
Какой длины могут шланги для газов по максимуму, для того чтобы удалить баллоны дальше от мастерской?
1) До 30-40 метров
2) До 10-20 метров
3) До 5-10 метров
10. Выбрать правильные ответы:
К основным параметрам режима газовой сварки относятся: (1,3,4,6)
1) Мощность сварочного пламени
2) Давление кислорода
3) Угол наклона присадочного материала и мундштука горелки
4) Диаметр присадочного материала
6) Скорость сварки.
Тест по МДК.02.03. Электросварочные работы на автоматических и полуавтоматических машинах
1. Выбрать правильный ответ:
Специальные сварочные аппараты, обеспечивающие механизированную подачу сварочной проволоки при ручном перемещении дуги вдоль оси шва называются:
1) Сварочные автоматы
2) Сварочные полуавтоматы
3) Сварочные роботы
2. Вставить пропущенные слова:
Автоматическая и механизированная сварка в углекислом газе ведётся на «постоянном» токе «обратной» полярности.
3. Установить соответствие между изображением и названием узлов полуавтомата:
Механизм подачи сварочной проволоки
Кассета со сварочной проволокой
4. Выбрать режим сварки полуавтоматической сваркой среде СО2 низкоуглеродистой стали толщиной 8 мм (соединение стыковое) (1 вариант).
1 вариант
2 вариант
Диаметр эл.проволоки 2 мм
Сила тока 260-280А
Напряжение 20-30 В
Расход газа 16-20 л/мин
Диаметр эл.проволоки 1,6 мм
Сила тока 180-200 А
Расход газа 16л/мин
5. Установить правильную последовательность подготовки к работе сварочного полуавтомата (2,5,4,6,1,3)
1. Проверить регулировку горелки и подающего механизма.
2. Проверка заземления сварочного аппарата.
3. Проверить качество проволоки для сварки, которая не должна иметь отслоений, повреждений и вмятин.
4. Выбрать режим работы сварочного оборудования.
5. Проверить сеть по величине напряжения.
6. Отрегулировать диаметр наконечника на размер, который на несколько миллиметров превышает размер проволоки.
6. Вставить пропущенные слова:
При сварке в деталей в защитных газах сварочный ток устанавливают в зависимости от «диаметра электрода и толщины свариваемого металла»
7. Установить правильную последовательность при пуске сварочного полуавтомата (5,4,1,3,2)
1. Подача электродной проволоки
2. Перемещение аппарата со скоростью сварки
3. Возбуждение дуги
4. Включение источника питания дуги
5. Подача защитного газа, предварительно продувку системы подачи газа
8. Установить соответствие между изображением и названием зоны сварки под флюсом : (1-3,2-1,3-4,4-2)
Ванна жидкого металла
9. Выбрать правильный ответ:
Полуавтомат, предназначенный для выполнения дуговой механизированной сварки стальным плавящимся электродом в среде углекислого газа:
2. ПДГ-305
Основными параметрами режима сварки в углекислом газе являются:
1. Род тока и полярность,
2. Диаметр электродной проволоки,
3. Сила тока
4. Напряжение дуги
5. Скорость подачи электродной проволоки,
6. Расход углекислого газа,
7. Вылет и наклон электрода
8. Скорость сварки.
МДК 02.04 Технология электродуговой сварки и резки металлов
1. Выбрать правильные ответы:
Основные параметры режима сварки:
1) сила тока
3) диаметр электрода
4) притупление кромок
5) скорость сварки
6) положение в пространстве
7) напряжение на дуге
2. Выбрать правильный ответ:
Как изменяется сила сварочного тока с увеличением длины дуги при ручной дуговой сварке штучными электродами:
1)Увеличение длины дуги ведет к уменьшению силы тока.
2)Увеличение длины дуги ведет к увеличению силы тока.
3)Величина сварочного тока остаётся неизменной
3. Выбрать правильный ответ:
Какие из перечисленных ниже нарушений технологии могут привести к пористости швов:
1)Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
2)Большая сила тока при сварке.
3)Малый зазор в стыке.
4. Выбрать правильный ответ:
Листы, какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
3) 4 мм
5. Выбрать правильный ответ:
С какой целью при ручной дуговой сварке сварщик выполняет поперечные колебания электрода?
1) С целью уменьшения глубины проплавления.
2) Для того чтобы исключить появление дефекта "непроваркромки шва".
3) Для того чтобы уменьшить чешуйчатость шва
6. Установить соответствие видов покрытий с их обозначениями (1-4,2-3,3-1,4-2)
7. Вставить пропущенное значение:
Сварочные швы средней длины – это швы длиной «250–1000» мм
8. Вставить пропущенное слово:
"Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора «увеличится»
9. Вставить пропущенное слово:
«При дуговой резке металлическим электродом сила тока на 20-30% больше, чем при сварке электродами такого же диаметра
10. Установить правильную последовательность операций при ручной дуговой сварке: ( 4, 6, 1, 3, 2, 5)
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
МДК 02.05 Технология производства сварных конструкций
Какой способ сварки труб применяется при неповоротном, недоступном положении
1) способ "в лодочку"
2) способ "с козырьком"
3) с глубоким проваром
4) погруженной дугой
Узлы фермы сваривают «последовательно от середины к опорам», так напряжения металла в узлах фермы будут минимальными .
3. Вставить пропущенное слово:
Шов, наложенный с противоположной стороны, называется «подварочным» швом
4. Установить правильную последовательность изготовления балки коробчатого сечения. (цифры 1-9) (6,3,5,2,9,8,4,1,7)
1) Установка нижнего пояса
2) Установка и прижим боковых стенок
3) Расстановка диафрагм
4) Приварка стенки к диафрагмам
5) Приварка диафрагм
6) Установка на стеллаж верхнего пояса (полки)
7) Сварка поясных швов
8) Кантовка П- образного профиля
9) Прихватка боковых стенок
Элементами, преимущественно работающими на сжатие, являются …
1) Колонны.
6. Вставить пропущенное значение:
Сварочные швы средней длины – это швы длиной « 250–1000»мм
7. Установить соответствие между изображением и названием сварной конструкции (1-5, 2-4, 3-2, 4-1, 5-3):
8. Установите правильную последовательность технологических операций сварки труб (цифры 1-5) (4,1,3,5,2)
1) раскладка труб на сварочном стенде
3) центровка и стяжка сопрягаемых труб до получения положенного зазора между торцами или фланцем
4) подготовка труб и торцов для сборки
5) скрепление собранного стыка прихватами, чтобы детали не расходились
9. Выбрать правильные ответы:
Сварные конструкции целесообразно классифицировать:
1) По характерным особенностям их работы.
2) По профилю проката.
3) По прочностным характеристикам элементов конструкции.
4) По материалу элементов конструкции
5) По способу получения заготовок (листовые, литосварные, кованосварные, штампосварные);
6) По целевому назначению (вагонные, судовые, авиационные и др.);
К решетчатым конструкциям относятся:
1) Фермы
2) Балки
3) Сферические резервуары
4) Арматурные сетки
5) Мачты
Список использованной литературы
1. Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
2. Овчинников В.В. Технология электросварочных и газосварочных работ: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
3. Маслов В.И. Сварочные работы Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2012;
4. Овчинников В.В. Технология газовой сварки и резки металла: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
5. Овчинников В.В. Расчет и проектирование сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
6. Овчинников В.В. Дефекты сварных соединений: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
7. Овчинников В.В. Дефектация сваных швов и контроль качества сварных соединений: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
8. Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Тесты по сварке труб
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
- Техническими характеристиками использованных электродов
- Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
- Для экономии металла
- Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
- Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм 2
- Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
6. В каком порядке проводится аттестация сварщиков?
- По решению аттестационной комиссии
- Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г
- Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ
- Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТТ, особо толстое покрытие – ТТТ
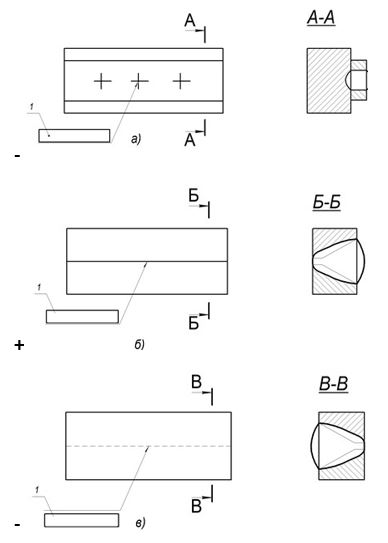
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
- Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
- Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
- Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
- Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
- Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
- Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
- Температура плавления металла, глубина проварки
- Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
- Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
- Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

- Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
- Неправильно подобранных электродов
- Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
- V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
- Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
- Внешнему виду катета сварного шва
- Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
- Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
- Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
- Плоские, угловые, стыковые, объемные
- С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
- К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
- Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
- Увеличении этих деформаций
+ Уменьшении этих деформаций
23. Магнитное дутье дуги – это:
- Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
- Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
- По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
- Радиографическими и ультразвуковыми
- Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
- Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
- Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
- Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
- Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
- Предпочтительную толщину электрода для проведения работ
- Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
Экзаменационные тесты по теме "Сварка трубопроводов и конструкций" , страница 7
Какой способ переноса электродного металла характерен при сварке под флюсом и в защитных газах?
за счет коротких замыканий
Скорость наплавки характеризуется
коэффициентом расплавки и скоростью наплавки
По какой формуле определяется состав металла шва в случае химических реакций в зоне сварки?
Участок нормализации при дуговой (однопроходной) сварке низкоуглеродистой стали, находится в t 0 -ном интервале.
Что характеризует отношение разности между max и min диаметрами к номинальному диаметру трубы.
Какую резку применяют для раскроя листового металла и разделки кромок под сварку?
сварку под флюсом
ручную дуговую сварку
Что означают цифры, после буквы, указывающей легирующие примеси в маркировке сварочной проволоки?
пониженное содержание вредных примесей
количество данного элемента в %
содержание данного элемента < 1 %
содержание углерода в 0,01 %
К какому виду покрытия электрода относятся жидкое стекло, меловое покрытие?
Электроды металлические покрытые для сварки легированных конструкционных материалов с пределом прочности на разрыв больше 600 мПа обозначаются буквой.
При обратной полярности постоянного тока металлические электроды с покрытием имеют обозначение
Какие флюсы применяют для сварки легированных сталей?
Какой защитный газ в чистом виде используют для сварки ответственных изделий из цветных металлов?
аргон первого сорта и углекислый газ
аргон высшего качества
По способу изготовления трубы для магистральных трубопроводов могут быть?
с одним продольным швом
с -мя продольными швами
со спиральным швом
изготовлены всеми вышеперечисленными способами
Оптимальная сила сварочного тока при ручной дуговой сварке определяется по формуле:
Какой слой сварного шва необязательно выполнять при ручной дуговой сварке электродами с основным покрытием
Как производится автоматическая сварка под флюсом поворотных стыков труб при разделке кромок, предназначенной для ручной дуговой сварки?
для увеличения притупления кромок их разделка производится на спец. станках
автоматическая сварка под флюсом производится по стандартной разделке
автоматическая сварка под флюсом производится по комбинированной разделке
автоматическая сварка под флюсом производится по стандартной и комбинированной разделке
корневой слой шва выполняется ручной дуговой сваркой, последующие слои - под флюсом
Какой временный интервал между выполнением подварки после сварки всех слоев шва при односторонней автоматической сварке под флюсом?
Для внутренней подварки стыков труб Æ 1220 и 14 20 мм используют
головки ГДФ- 1001УЗ и СГФ- 1004
головку ГДФ- 1001УЗ
головку СГФ- 1004
головку БТС- 142 В
универсальный сварочный трактор ТС- 17М1
Для устранения в нижнем положении неравномерного по высоте проплавления кромок труб электродную проволоку в процессе сварки перемещают
от наружной поверхности труб в начале процесса к внутренней поверхности в конце;
от внутренней поверхности труб в начале процесса к наружной поверхности в конце;
подают в разделку по касательной к поверхности трубы и в процессе сварки перемещают так, чтобы в нижнем положении она располагалась ближе к предыдущему слою;
подают в нижнем положении и сразу формируют сварочный шов
подают по касательной в нижнее положение, а в потолочном - ближе к предыдущему слою.
Какой параметр при контактной сварке является важнейшим при формировании соединения?
количество теплоты, выделяемой в контактах при касании деталей;
сила сдавливания деталей;
t 0 нагрева торцов деталей;
глубина оплавления деталей;
напряжение источника питания
К сварочным машинам внутреннего типа при контактной сварке относят машины типа
Какой из основных параметров сварки процессом STT регулирует количество тепла, вводимого в сварочную ванну?
скорость подачи сварочной проволоки
длительность заднего фронта импульса
CRC-Evans AW использует сварочную проволоку диаметром
При сварке цилиндрических резервуаров применяется сварка встык при толщине стенки
Как осуществляется соединение разнотолщинных труб при разнотолщинности менее 1,5?
путем непосредственного соединения специально обоработанных свариваемых торцов;
непосредственным соединением на трассе;
путем вварки между ними катушки промежуточной толщины шириной ³ 2500 мм
вваркой переходных заводских колец
Какие методы электромагнитного используют при контроле ферромагнитных материалов?
При сварке захлестав и вварки катушек устанавливают котлованы во все стороны от свариваемого стыка размером
Экзаменационные тесты по теме "Сварка трубопроводов и конструкций" , страница 3
Какую стальную проволоку (по хим. составу) применяют для сварки низкоуглеродистых и среднеуглеродистых сталей?
В зависимости от чего выбирают тип электрода?
условия прочности сварного шва
условия прочности основного металла
условия равнопрочности сварного шва и основного металла
К какому виду покрытий электродов относят марки АНО-3, АНО-4, МР-3, ОЗС-4?
По допустимым пространственным положениям сварки металлические покрытые электроды имеют нумерацию 1 для положений
для нижнего и нижнего “в лодочку”
для нижнего горизонтального на вертикальной плоскости и вертикального снизу вверх
для всех положений, кроме вертикального сверху вниз
для всех положений
для верхнего и потолочного положений
При прямой полярности постоянного тока и Vxx = 90±5В металлические электроды с покрытием имеют обозначение
К каким флюсам по способу изготовления относят керамические флюсы?
Для чего служат прихватки?
для уменьшения временных сварочных деформаций
для увеличения прочности
для увелечения жесткости
для всего перечисленного выше
для облегчения транспортировки и укладки
При какой толщине стенки трубы сваривают при узкой, двускосой (в форме рюмки, тюльпана) разделке кромок?
Максимально допустимая длина дуги при диаметре электрода 5 мм составляет:
К 2-х постовым вентильным генераторам относятся:
АДД –502 и УСТ –22
АДД - 2501 и АС –41
Почему сварку поворотных стыков труб с разделкой кромок под ручную сварку производят током прямой полярности?
для увеличения глубины проплавления
для уменьшения V сварки
для уменьшения силы тока дуги
для уменьшения глубины проплавления
для увеличения силы тока дуги и V сварки
Для периодического поворота трубной секции при выполнении ручной внутренней подварки корня шва применяют
самоходное устройство СЦ- 141
роликовые опоры ОР-121
Силу тока на каждом посту при многопостовой сварке регулируют балластными реостатами типа
Каким сварочными аппаратами комплектуют комплексы “Стык-2 ”?
АД- 142 и А- 1568
Для сварки труб Æ 219-529 мм в непрерывную нитку при контактной сварке используется установка
Какой из основных параметров сварки процессом STT влияет на V наплавки?
Признаками системы сварки CRC-Evans AW являются?
отсутствие зазора при сборке стыка;
сварка корня шва с внутренней стороны трубы;
специальная комбинированная разделка кромок;
все вышеперечисленные признаки
автоматизация всего процесса сварки.
Что происходит с металлом шва при сварке в условиях отрицательных t 0 ?
металл шва разрушается
Как производится ремонт трубопровода, если оба конца соединяемых участков защемлены, но оси их совпадают?
сварка одного кольцевого захлесточного стыка;
сваркой 2-х захлесточных стыков
сварной одного кольцевого захлесточного стыка и вваркой катушки с 2 -мя кольцевыми стыками;
вваркой катушки с 2-мя кольцевыми стыками;
любым из способов.
Какой метод неразрушающего контроля сварных соединений заключается в преобразовании плотности потока или спектрального состава прошедшего излучения в пропорциональный им электрический сигнал (напряжение, ток)?
метод акустической эмиссии
При подварке шва внутри трубы Æ 10 20 мм и выше рабочий на тележке может передвигаться от торца трубопровода внутрь на расстояние не более:
Читайте также: