Тиристорное управление сварочным током
Обновлено: 05.05.2024
помоему он плавно не умеет регулировать,он или включается сразу на полную или полностью выключается.
Владимир 89 написал :
может у кого есть схема простая как подключать тиристоры
Простых схем управления тиристорами не бывает. Хотя. всё относительно. Вы собрались изготовить электронное управление сварочником?
zvezdopad написал :
Простых схем управления тиристорами не бывает.
Янек Войцеховски - против.
Владимир 89 написал :
Достал на днях тиристоры T-161
Маловато будет. По мостовой схеме и не айс.
О.. Ё- маё!(с) Надо покопаться в своих гныдныках (старые тетрадки). Когда-то была такая задумка и даже мощные тиристоры и оптимизированный транс, готовая плата. Не хватало радиаторов, да сборки, наладки. Просто подарил всё добро "кулибину" на Донбассе (чему он рад был) и купил инвертор (по весу и току первички не сравнить).
Владимир 89 написал :
А подключать тиристоры на первичку или вторичку?
Вторичку. Лучше пару тиристоров и транс со средней точкой.
ПPOPAБ написал :
Вторичку. Лучше пару тиристоров и транс со средней точкой.
Это если постоянку делать. А если регулировать переменку ,то можно на любом трансе.
Тиристоры на первичку, то с огромным запасом получится. На вторичку- смотря сколько выжать хотите.
Схему где - то в нете простую видел.
А смысл тогда в переменке?
tehsvar написал :
А если регулировать переменку ,то можно на любом трансе.
Не всё так гладко.
tehsvar написал :
Тиристоры на первичку, то с огромным запасом получится.
По току тиристоров. Но из транса печка выйдет.
tehsvar написал :
На вторичку- смотря сколько выжать хотите.
Примаерно с К=1.5 и выше.
По моему- в самоделках есть такая тема.
народ я даже в википедию глянул,насколько понял он включается на максимум и наоборот выключается до минимума,управляемый слабым сигналом.так как же в таком случае можно зделать плавную регулировку если у него только два сотояния включен и выключен.
В конце каждого полупериода синусоиды питающего напряжения он выключается сам. А вот если задерживать подачу управляющих импульсов в начале полупериода синусоиды-вот и весь метод регулировки. называется СИФУ(система импульсно-фазового управления)
bvale написал :
называется СИФУ(система импульсно-фазового управления)
оооо как сложно,подозревал что то типа шим и что то типа того,в юности лектроникой плотно занимался.да всё забыл.
но ТС явно эту СИФУ мудрить не будет.
мне так кажется
Можно поставить в первичку дроссель, кт. посадить "наездником" на основное ярмо. Ток в дросселе (первичке) регулировать встречно-параллельно включенными тиристорами. Схема управления все равно нужна. Я в 90-е годы сделал с десяток таких сварочников. Схему снял с польского промышленного. Схему можно поискать, но это не быстро. Толком даже не помню, где она.
P.S. Был еще бюджетный вариант этого способа регулирования. Дроссель делали с отпайками. Порядка десятка. Переключая витки регулировали точек в первичке. Регулировка была очень мягкая.
Если из транса выйдет печка (печку несложно организовать) то это значит, что схема управления тиристорами в цепи первички не умеет ловко и оптимально контролировать колебания магнитного потока в магнитопроводе транса без зашкаливаний за допустимые пределы.
bvale написал :
В конце каждого полупериода синусоиды питающего напряжения он выключается сам.
выключатся будет при нуле тока а не напряжения ( это в случае с трансом несколько разные кривые )
вобще считается "плохим тоном" скармливать порезанную тиристорами синусоиду трансформаторам, так что я за регулировку по выходу
либо мост 2 диода 2 тиристора + плюс нехилых размеров дорсель
либо обмотка со средней точкой 2 тиристора и 1 диод + вышеописанный дроссель.
ПС это все для "постоянки", "переменку" регулировать нецелесообразно.
Управление тиристорами в цепи первички сложнее, но такая топология силовых цепей позволяет получать самые лучшие результаты, по снижению потерь энергии в девайсе и по плавному пуску трасформатора без бросков пусковых токов в сети с вышибаниями автомата. Но "чайнику" браться за составление и отлаживание схем на вряд-ли стоит. Вот балластный дроссель поставить, это сравнительно просто и надёжно, хоть и массогабариты большие.
steppe написал :
Управление тиристорами в цепи первички сложнее, но такая топология силовых цепей позволяет получать самые лучшие результаты
только промышленных сврочников 50Гц с регулировкой по первичке не наблюдается, так что кроме сложности еще и вопрос целесообразности возникает.
johnlc написал :
только промышленных сврочников 50Гц с регулировкой по первичке не наблюдается, так что кроме сложности еще и вопрос целесообразности возникает.
Инвертор для бытовых розеток и пробок ещё целесообразней и современней, и заработать на него не так долго.
steppe написал :
Инвертор для бытовых розеток и пробок ещё целесообразней и современней, и заработать на него не так долго.
вы правы,но как-то жаль выбрасывать металолом на свалку. лично я намотал на латре(помогали еще двое)медную шинку36мм2,а чтоб вся конструкция не грелась-поместили в 6-литровый бидон из-под молока,и налили трансформаторного масла,чтоб скрыло. конструкцией доволен-варили подряд20-30электродов 4-ки,так чуть теплый был.
tehsvar написал :
Это если постоянку делать. А если регулировать переменку ,то можно на любом трансе.
Тиристоры на первичку, то с огромным запасом получится. На вторичку- смотря сколько выжать хотите.
Схему где - то в нете простую видел.
хватит и одного тиристора-лишь бы мост постоянки был,я приспособил схему для управления(радио,№11,2001год,стр35)-все прекрасно пошло.
ледокол160 написал :
хватит и одного тиристора-лишь бы мост постоянки был,я приспособил схему для управления(радио,№11,2001год,стр35)-все прекрасно пошло.
Эт точно тоже делал регулировал по первичке. Что хочу сказать иногда регулирует иногда транс начинает как бы это правильно сказать трусится что ли. Вибрация возникает нешуточная главное неожиданно все это начинается. Лечится просто чуть крутанул регулировку туда сюда и все прекращается. Варит если честно сказать очень плохо, чем меньше ток тем нестабильней дуга. Даже звук той дуги неприятный. Помогает выпрямитель и мощный дросель. Схема довольно простая откуда этот листок вырезал не помню потому что лет 20 а то и больше прошло.Короче если делать будете то только с выпрямителем и дроселем иначе хрень полная а не сварка.
Тиристорная схема регулятора тока для сварочного аппарата
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата.

Схема сварочного аппарата.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Типы регуляторов тока

Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.

Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
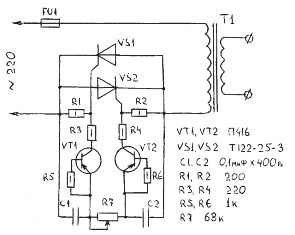
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты

Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15 о С).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
Тиристорный регулятор сварочного тока
Приветствую, Самоделкины!
Не так давно у автора YouTube канала «AKA KASYAN» оказался вот такой трехфазный силовой трансформатор от глубинного вибратора для укладки бетона.
Минусом данного трансформатора является то, что его обмотки намотаны алюминиевым проводом. А плюс заключается в том, что напряжение вторичных обмоток составляет порядка 36В.
В общем автор решил сделать из этого трансформатора самодельный сварочный аппарат. Выходное напряжение достаточно для нормального розжига дуги.
Трансформаторные сварочные аппараты были вытеснены более компактными и имеющими меньший вес инверторными сварочными аппаратами. Но неоспоримым плюсом трансформаторных сварочных аппаратов является предельно высокая надежность и долговременная постоянная нагрузка.
Сам же сварочный аппарат состоит из 2-ух основных частей: силового трансформатора и системы регулировки тока сварки.
Если аппарат постоянного тока, то в его состав входит еще и выпрямитель.
Ниже представлена достаточно известная схема регулировки сварочного тока на основе тиристоров:
Регулировка сварочного тока может осуществляться несколькими способами, например, нагрузочным балластом или сопротивлением, переключая отводы на первичные обмотки трансформатора, ну и наконец электронный способ регулировки, выполняемый, как правило, с помощью тиристоров.
Регуляторы тока на основе тиристоров являются предельно надежными и к тому же обладают высоким КПД из-за импульсного принципа регулировки. Что еще немаловажно, при регулировке мощности выходное напряжение сварочного аппарата без нагрузки остается неизменным, а это значит, что будет уверенный розжиг дуги в любом диапазоне выходного тока.
Регуляторы мощности можно устанавливать, как на входе по первичной цепи:
Так и на выходе, после вторичной обмотки:
Проблема состоит в том, что принцип регулировки мощности с помощью регулятора данного типа основывается на обрезании начального синусоидального сигнала, то есть, на нагрузку поступают части синусоиды, и если регулятор установлен по первичной цепи, то на трансформатор пойдут импульсы неправильной формы, что приводит к образованию своеобразного звука, дополнительной вибрации и перегреву обмоток.
Но несмотря ни на что данные системы вполне успешно справляются с индуктивной нагрузкой, а если к тому же под рукой имеется хороший и достаточно надежный трансформатор, то попробовать повторить, думаю, стоит.
В данном примере система регулировки тока установлена по вторичной цепи.
Это позволяет нам управлять сварочным током непосредственно. Плюс к тому такая система помимо регулировки сварочного тока будет служить еще и выпрямителем, то есть, дополняя сварочный трансформатор таким регулятором, вы получаете сварку постоянным током с возможностью регулировки.
Теперь подробней разберем схему будущего устройства. Она состоит из регулируемого выпрямителя:
В его состав входят пара диодов и пара тиристоров:
Далее идет система управления тиристорами:
Система управления в данном примере запитана от отдельного маломощного трансформатора с напряжением вторичной обмотки от 24 до 30В с током не менее 1А.
Конечно можно было на основном силовом трансформаторе намотать обмотку с необходимыми характеристиками и использовать его для запитки системы управления.
Сама схема выполнена на небольшой печатной плате. Ее вы можете скачать , вместе с общим архивом проекта.
Тиристор можно использовать любой с током не менее 1А.
В данном примере автор использовал 10-амперный, но в этом нет никакого смысла, просто такой был под рукой. То же самое и с диодами, хватит и 1-амперных, но запас по току никогда не будет лишним.
Верхний регулятор позволят настраивать пределы выходного тока.
Второй регулятор служит для регулировки основного тока сварки, тут уже необходимо использовать проволочные переменные резисторы желательно на 10 и более ватт.
Изначально автор установил вот такого монстра:
Но потом он был заменен на вот такой, менее мощный:
А сейчас давайте рассмотрим силовой выпрямитель:
Диоды и тиристоры, использованные здесь, несмотря на монструозный вид и прекрасные характеристики были куплены на барахолке буквально за копейки.
Данные диоды типа В200 с током в 200А, обратное напряжение зависит и от индекса. В данном случае 1400В. А вот тиристоры более мощныеТ171-320.
Такие тиристоры рассчитаны на ток аж в 320А. Ток в ударном режиме может доходить до 10000А. Конечно данные диоды и тиристоры способны на большее, и они не сгорят даже при токах в 300-400А. А еще эти компоненты произведены еще в СССР, то есть, их характеристики никак не завышены заводом изготовителем.
К недостаткам такого регулятора можно отнести разве что большой вес и приличные размеры.
Для всех силовых соединений автор применил луженые медные клеммы. Такие без труда можно приобрести практически в любом строительном магазине, стоят они не дорого.
Провода 2 по 6 квадратов параллельно, мало конечно, но зато они медные.
Держатель для электродов автор нашел в ближайшем строительном магазине, не совсем удобный конечно, да и качество изготовления оставляет желать лучшего, но какой был.
Теперь вернемся к трансформатору. Так как силовой трансформатор у нас трехфазный, а работать ему предстоит в однофазной сети, то нам придется пере коммутировать обмотки. На каждой катушке имеется своя первичная и вторичная обмотка.
Центральную катушку автор исключил.
Две крайние катушки подключены параллельно, как по первичной, так и по вторичной обмотке для работы от однофазной сети.
Но в ходе экспериментов выяснилось, что с учетом потерь на выпрямителе, напряжения недостаточно для нормального розжига дуги, поэтому вторичные обмотки пришлось подключить последовательно для увеличения общего напряжения, ток при этом будет соответственно в 2 раза меньше, но что поделать.
При токах 75-80А данный трансформатор начинает перегреваться и вонять, а так система управления именно в таком исполнении спокойно может быть использована для токов в 200 и даже больше ампер.
Спалив 3 электрода, автор понял, что трансформатор сильно перегрелся, все-таки он не предназначен для таких задач, но мы в данном случае проверяли систему регулировки тока, а она работает неплохо.
На этом все. Благодарю за внимание. До новых встреч!
Видеоролик автора:
Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. .
В основу схемы положен принцип фазового регулятора тока.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15оС).
Как сделать простой регулятор тока для сварочного трансформатора

Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант - еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело - цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы - широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе - работает не иначе, как "часы".
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
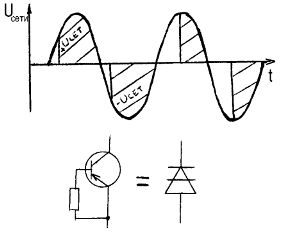
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.

Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Точечная сварка в домашней мастерской

Разновидности и классификация сварки
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
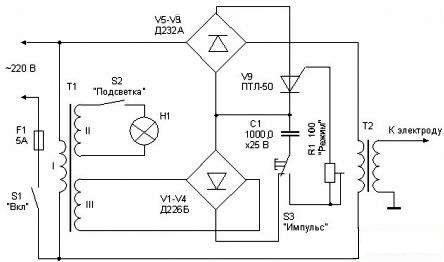
Рисунок 1. Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
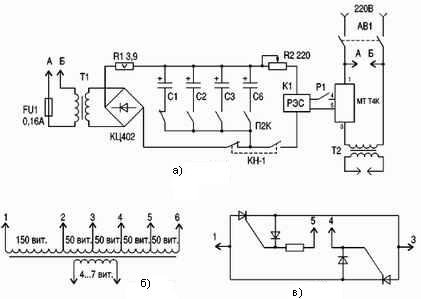
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится. Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Читайте также: