Пайка тормозной стальной трубки
Обновлено: 26.07.2024
Русский, помни, что настанет тот час, когда и тебя спросят - а что ты сделал, чтобы остановить военные преступления своей страны в Украине?
Возможно даже, что этот вопрос зададут твои дети или внуки, которых будет посылать на три буквы весь мир.
Вам будет невыносимо стыдно за то, что взрастили у себя путинизм. Но тогда будет уже поздно что-то сделать. А сейчас - ещё не поздно.
Хотя, уже гештальт закрыт
Статус: Offline
Зареєстрований: 17.04.2003
Повідомлення: 13605
можна через муфточку. но честноговоря чтото не прёт. хотелось бы спаять.
есть латунная трубочка точно налезающая на те медные.
можна ли спаять это всё дело обычным оловяным припоем??
никакой корозии, реакции и тп. от ДОТ-4 и этого набора всяких металов не случится??
люминия нигде нет. все прокладки тоже медные.
и ещё вопрос. философский.
а почему трубки идут именно под днищем? разве не безопаснее их пускать внутри салона, в тонеле?
а то есть и ПОС-60 но оно какоето вялотекучее
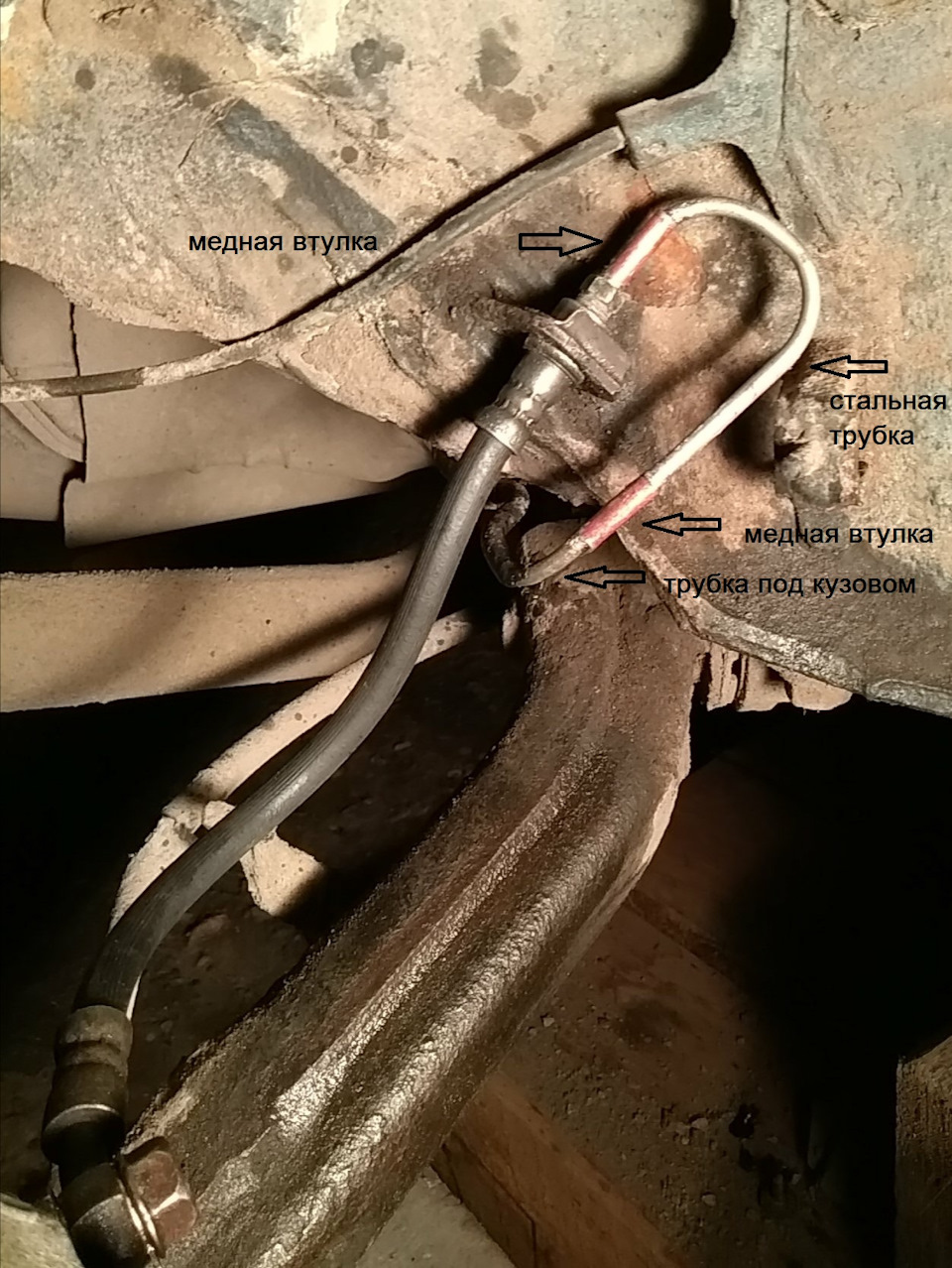
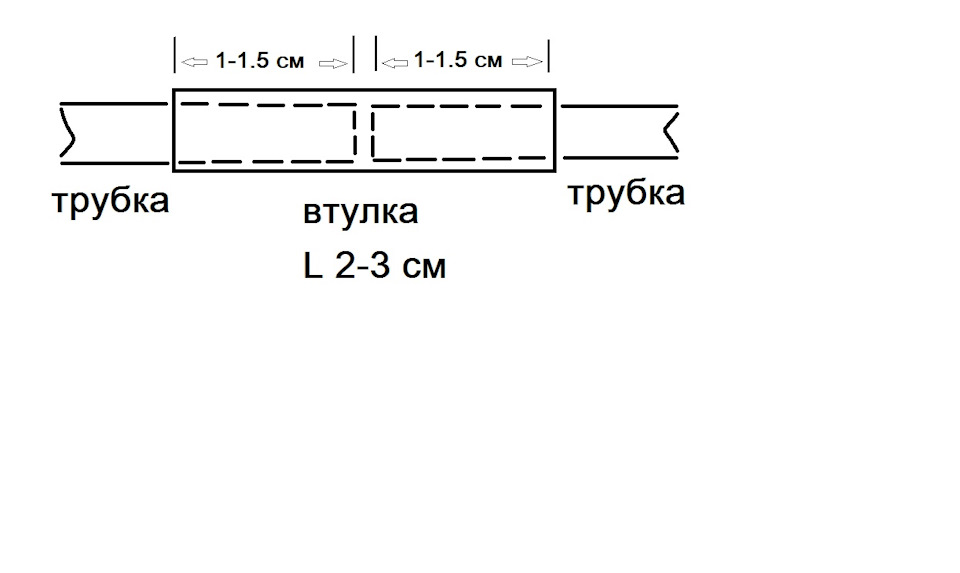
трубки ведь не просто одна к другой спаиваются, а обе в чуть большего диаметра впаиваются. с перекрытием по два сантиметра каждая.
проще непаяную порвать.
короче, придумал я новый вариант, имхо ещё лучше.
таки пустить трубку тонелем. той что 1.30 от ГТЦ. дальше прямо в тонеле пойдёт родной тройник от заднего куска. а от него две трубки по 1.30 сзади, направо и налево, выйдут через дырки с резинками или через крышечку тонеля или прямо в салоне под стенкой задних ног у дивана и через дырки в поперечном коробе. к задним шлангам. левый вот купил заменить на такой же как правый (два с внутренней резьбой)
короче от ГТЦ трубка пройдёт тонелем и выйдет две к каждому шлангу отдельно прямо в те ниши где они стоят.
тоисть абсолютно ничего не будет снизу висеть и никакой пайки.
а прикручивать снизу трубкам защиту не хочется, так как будет там тогда влага с грязью собираться с последствиями
дополнительный вопрос.
чем лучше клеить капроновую пластмассу?
ставлю вот бачек с датчиком уровня жигулёвский на тормозную, а у него снизу два штуцера.
просто одного заглушить нехочется, половинка бачка теряется. вот думаю как снизу перемычку вклеить.
Проще ИМХО поставить тройничек и обжать хомутами
а механизм переключения кпп у меня уже тоже будет другой. сейчас вот тоже какраз делаю.
типа трабл в том что ручка на родном месте упирается в новые сидушки на второй и четвертой
ещё летом перенёс я это всё вперёд по тонелю. за следующее ребро тонеля. в сидушки уже не упиралось зато за первой и третьей надо было тянутся да ещё и первая в правую ногу, приходилось под руль отводить. ну думаю фигня, привыкну, руки длинные.
пока не поставил колонку с подрулевыми и замком от скорпио ножку теперь девать то некуда, в замок упирается.
все, абсолютно все трубочки, медные, новенькие, блестящие.
все "передние" за мостом спрятаны, все "задние" через тонель, лонжерон, и прямо к задним шлангам.
в тонеле раздваиваются через родной тройник.
трубки прижал пластиковыми стяжками через дырки в верхние углы тонеля. точно ничё не заденет.
Как удлиннить или отремонтировать железную тормозную трубку.

Как удлиннить или отремонтировать железную тормозную трубку.
Кто в гугле ищет подобную тему- ждёт разочарование. Когда у меня сгнила металлическая трубка перед самым входом в тормозной шланг, то облазил весь интернет в поисках по запросу : как соединить тормозные металлические трубки или как развальцевать металлические тормозные трубки или что-то в этом роде. Нигде, ничего. Кроме как ответы — типа : меняй на медные.
Решение было простым, и на поверхности.
Было обидно, что трубка Хондовская сгнила всего сантиметров 4-5. Поэтому было принято решение :
1) Вырезать этот участок в 5 см.
2) Удлиннить кусочком медной трубки, либо — если получится развальцевать металлическую как положено чуток потянуть магистраль к шлангу (5 см- роли особой не играют)
Проблема! Развальцевать металлическую трубку- не так-то просто. Нужен дорогой инструмент. За нежеланием тратиться на инструмент для разового употребления, был куплен простейшая развальцовка в обычном строительном магазине. НО! Она вальцует только в виде чашечки. А нам НАДО — ГРИБОК!
РЕШЕНИЕ ПРОБЛЕМЫ! Вальцуем трубку в в виде чащечки, предварительно одев заранее на трубку штуцер! Отрезаем по самую хряпку готовый грибок от медной трубки, купленной в любом вазовском магазине. Далее обе поверхности (грибка и чашки на металлической трубке) залуживаем оловом паяльником на 100 ватт! Далее берём подходящего диаметра гвоздь и с помощью его совмещаем медный грибок с чашечкой вальцовки металлической трубки. Далее паяльником прогреваем это соединение и олово на лужёных поверхностях деталей схватывает их намертво! Вынимаем гвоздь и лубуемся результатом- на металлической трубке ТРЕБУЕМЫЙ ГРИБОК!
Далее собираем всё как и положено. Внутри шланга этот грибок обомнётся как ему надо и создаст герметичность соединения, что и требовалось!
ВСЁ РАБОАТАЕТ! ПРОВЕРЕНО! На фотках должно быть видно, но промежуточные операции, к сожалению, не сфоткал.
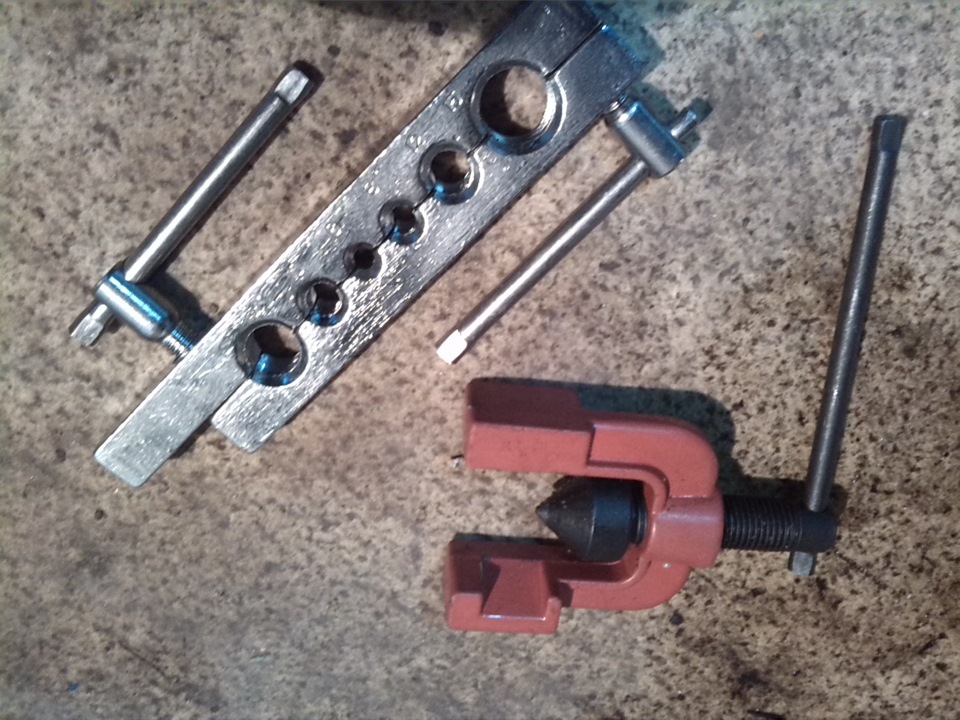
РАЗВАЛЬЦОВКА- в чашечку. Куплена за 400 рублей в магазине стройтоваров. Для сравнения- спец. инструмент, который справится с металлической трубкой, чтобы превратить её в ГРИБОК — стоит в пределах 5 тыс. рублей.


ГОТОВЫЙ РЕЗУЛЬТАТ. Промежуточные операции- постарался описать подробно. Видно здесь, что была чашка, а стала грибком. ТАК МОЖНО, КСТАТИ, И УДЛИННЯТЬ, СОЕДИНЯЯ МЕДНУЮ ТРУБКУ С МЕТАЛЛИЧЕСКОЙ. Что и искалось в интернете.

В СОБРАННОМ ВИДЕ! Обязательно всё закрасить нужно, т.к. металлическая трубка всё же, как оказалось, подвержена коррозии. Хотя только маленький участочек. ДАЛЬШЕ- Хондовцы сделали отличную защиту в виде наплавленной пластмассы!
Ремонт трубок тормозных и не только.

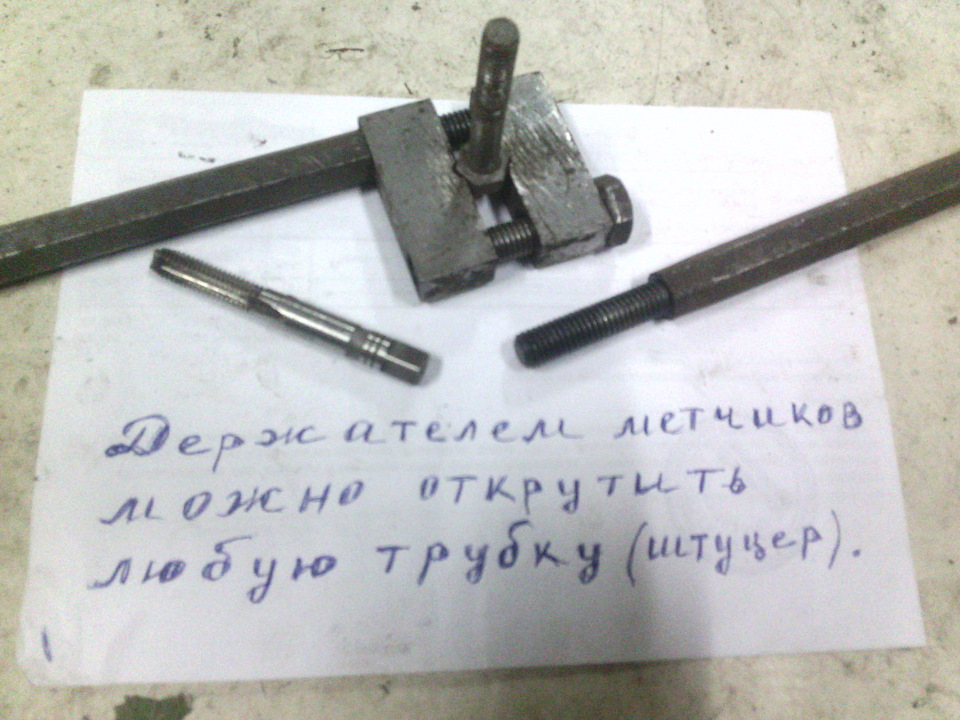
Если не получается повернуть так, то можно вместо ручки вкрутить второй болтик и стянуть плашкой штуцер. Можно стянуть плашку двумя болтиками и надеть подходящий ключ на плоскости без болтиков. Достаточно просто сорвать штуцер с место, дальше пойдёт ключиком на 10, на 11.
В видео сказал, что втулка 7 мм, в идеале лучше использовать 6 мм, тонкостенную с внутренним диаметром 5 мм. Или можно выточить медную втулку, из меди.
Подумал я вот что. Как я паял трубки, в себе и своей работе уверен. Но в действительности кто-то может сделать пайку НЕКАЧЕСТВЕННО и тогда трагедии не миновать. Кто смотрел изначальный текст и решил попробовать, не делайте сразу на машине, потренируйтесь паять на верстаке. Получилсь? Можно делать на машине. НО ПОДУМАЙТЕ, СТОИТ ЛИ ТАК ДЕЛАТЬ?
Комментарии 51
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

просто пайка тоже будет держать. У самого ситроен проржавела трубка как с двигателя уходит под днище авто. Так как она прохудилась в поездке пришлось паять тупо стоя у магазина заехав одним колесом на бордюр. уже два года езжу.


трубку паяли, которая на подвеску?
да, которая на зад идет.

Здравствуйте мне нужна ваша помощь мне нужно 2 трубки восстановить скажите свой номер или где находитесь ?
Номер в л/с напишу.

Главное грамматно сделать и быть уверенным в своём творении…🤝👍

Всё паяется и держит.

Подпись под фото зачёт

Дед сколько лет, а ума не нажил

Неужели новые трубки такие дорогие что нужна пайка старых?

В случае серьезного ДТП вы автоматически становитесь главным виновником с такими трубками, даже если они целы и ничего не протекало. Вам не только страховку не оплатят- еще и сами денеХ отбашляете. Тоже самое касается и людей с затонированными задними фонарями и красным светом спереди в габаритах.
Скооперируемся, с вас видео испытаний.

Да, очень интересно было бы испытать на разрыв давлением.
Сам паял подобным образом трубки, только не тормозные, а на подвеску (ситроен на гидропневматике). Максимальное давление в системе до 180 бар (редукционный клапан в насосе), рабочее 60-70, когда колесо влетает в яму, подскакивает примерно до 100-120. Штатные трубки стальные, 3.5 мм, сгнили, заменил на тормозные медные 4.75 мм, пайка там на конце, припаивается конусная втулка, которая прижимается штуцером, аналогичным тормозному. Пока все целое, держит. Тормозные тоже была мысль паять, страшновато, надо опрессовывать до разрушения, и смотреть давление. Если выдержит до 200 бар давления и не порвет, будет просто отлично, этого вполне достаточно для тормозов.

А если рывком ? Пайке в тормозах не место.
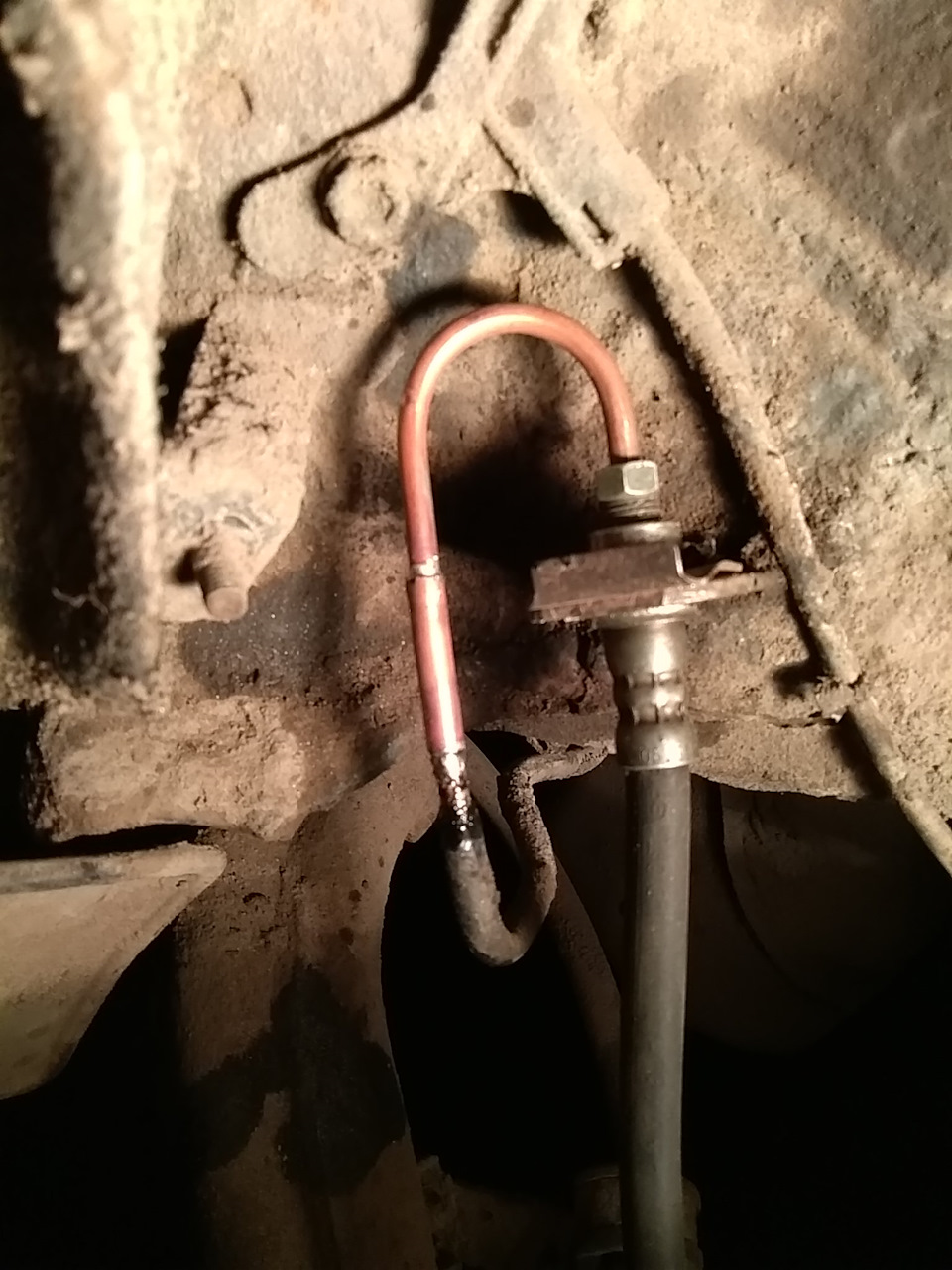
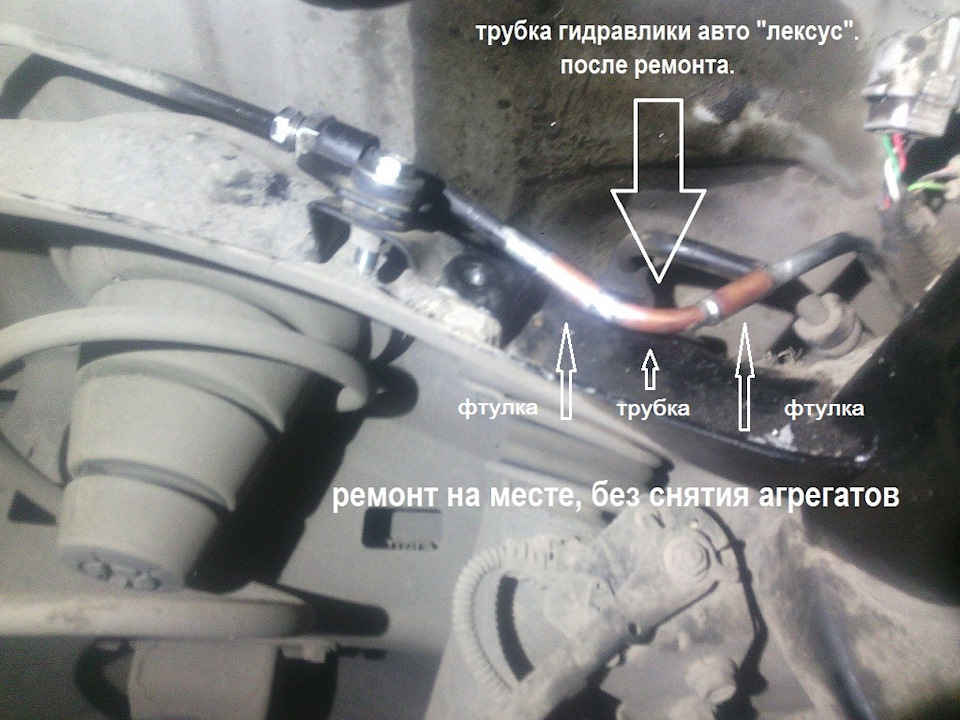
Приветствую. Ппрошло уже больше года, перечитал все коменты. Увидел вашу запись про пайку гидропневматики, вспомнил, ведь я тоже паял её, на Лексусе. В посте, первая картинка трубка, затем видео про развальцовщик, и ниже пропаяная трубка гидропневматики паркетника ЛЕКСУС. Хозяин доволен.
возможет ли ремонт металлической тормозной трубки?
Перетерлась металлическая тормозная трубка, немного подтекает. На разборках найти не могу. Возможно ли ее как то отремонтировать? Ситуацию еще осложнят что пробоина почти на исгибе трубки и доступ там не удобный.Пробовал обматывать изолентой, не помогает. Не знаю уже что придумать.
Прикрепленные изображения
Перетерлась металлическая тормозная трубка, немного подтекает. На разборках найти не могу. Возможно ли ее как то отремонтировать? Ситуацию еще осложнят что пробоина почти на исгибе трубки и доступ там не удобный.Пробовал обматывать изолентой, не помогает. Не знаю уже что придумать.
Почему не сделать новую? путь тебе ИМХО в "грузовой" магазин или на СТО где делают грузовики. Я всегда так делаю. Цена вопроса - копейки.
С тормозами лучше не шутить и заменить трубку . Летом менял задние трубки на двух своих старичках. Взял медную трубку 6 мм. от нашемарок, отжёг концы трубок, что-бы медь стала мягче. Рассверлил старые штуцера до 6 мм., одел на тубку. Коны трубки развальцевал.Если трубка не сгнила, её можно опаять. Лучше обратиться к специалистам или грамотным кандиционерщикам, они часто паяют трубки.
Убилнах
Пробовал обматывать изолентой, не помогает. Не знаю уже что придумать.
Убилнах
остроумно
думал хотя бы как временный вариант поможет
Давление у тебя в этой трубке порядка до 250-300 кг/см2
поэтому тока замазка оконная!
Нолик один наверное лишний, 300 кг\см2- это 300 атмосфер которые ногой ( даже с помощью ваккуумного усилителя ) создать не возможно ну никак. Там атмосфер 10, от силы 15 и то врядли. На грузовиках от 8 кг\см2 все тормозит.
Трубку лучше сделать новую. Снимаешь старую, точно измеряешь длину. Потом вырезается кусок необходимой длины из медной трубки, одеваются штуцера и трубка развальцовывается с двух сторон. Нужен специальный наборчик для развальцовки. У нас отрезают и развальцовывают трубки прямо на авторынке. Штуцера иногда очень сложно открутить. Если не откручивается, то можно подогреть соединение маленькой газовой горелкой. Второй вариант - попробовать запаять трубку в поврежденном месте.
Трубку лучше сделать новую. Снимаешь старую, точно измеряешь длину. Потом вырезается кусок необходимой длины из медной трубки, одеваются штуцера и трубка развальцовывается с двух сторон. Нужен специальный наборчик для развальцовки. У нас отрезают и развальцовывают трубки прямо на авторынке. Штуцера иногда очень сложно открутить. Если не откручивается, то можно подогреть соединение маленькой газовой горелкой. Второй вариант - попробовать запаять трубку в поврежденном месте.
На авторынках (в Питере точно) есть точки, которые специализируются на этих трубках (медных). Приходишь, говоришь длину и тебе минут через этак . дцать тебе ее выносят обвальцованную.Не может быть, чтобы в Киеве их не было.
холодная сварка. проще тогда было хомут поставить с резинкой как на сантехники, как временный вариант пойдет. Но только уж очееееень временный
Если трубка не струхла ,а дырка от механического повреждения проще всего снять зайти в любой сервис по ремонту холодильного оборудованияотдать 10грн. запаяют за 5мин.Если трухлая смотри выше сказанное.На счет изоленты
Нолик один наверное лишний, 300 кг\см2- это 300 атмосфер которые ногой ( даже с помощью ваккуумного усилителя ) создать не возможно ну никак. Там атмосфер 10, от силы 15 и то врядли. На грузовиках от 8 кг\см2 все тормозит.
Всё верно!До 250 атмосфер!Этож гидравлика.Отношение ходов и рабочих площадей поршней("главного" и "рабочего").Принцип домкрата.Физика 7 класс. На грузовиках пневматика 6-8 атм.Но посмотри на размер их рабочих цилинлров(диаметр,площадь мембраны).
Нашел фирму, продают пластиковые тормозные трубки и наборы штуцеров к ним. Монтируются легко и по деньгам получается дешево.Только не знаю насколько это надежно. Еще говорят что в случае пробоины такой трубки, трубка разрезается в том месте и соединяется дополнительными штуцерами.Нашел еще и где медные трубки делают, но вариант с пластиком проще и даже дешевле.Кто что знает про пластиковые тормозные трубки?
Нашел фирму, продают пластиковые тормозные трубки и наборы штуцеров к ним. Монтируются легко и по деньгам получается дешево.Только не знаю насколько это надежно. Еще говорят что в случае пробоины такой трубки, трубка разрезается в том месте и соединяется дополнительными штуцерами.Нашел еще и где медные трубки делают, но вариант с пластиком проще и даже дешевле.Кто что знает про пластиковые тормозные трубки?
чего то мне кажется пластмасс ненадежный элемент в тормозах, тем более на наших, да и вообще в любом авто лучше на тормозах не экономить
чего то мне кажется пластмасс ненадежный элемент в тормозах, тем более на наших, да и вообще в любом авто лучше на тормозах не экономить
Дело не в экономии конечно, заинтересовало в первую очередь быстрота и простота установки такой трубки, плюс возможность ремонта в дороге.
у меня было точно так же. Зашел в магазин автозапчастей, подобрал по длине трубку от иномарки, по-моему, они одинаковые от всех моделей, и поставил. Цена вопроса 300-400 рублей. И сразу же заменил задние.
Дело не в экономии конечно, заинтересовало в первую очередь быстрота и простота установки такой трубки, плюс возможность ремонта в дороге.
если допустим это как временный рем. комплект, тогда еще ладно, ну если что в дороге. а так ставить их, дело конечно каждого, пластмасс не гнется а ломается, а если и гнется то в месте перегиба он уже не будет такой крепкий, а иногда ой как нужно где нибудь подогнуть. + ко всему как говоришь если где то в трубке появилась дырка можно обрезать и состыковать штуцером. ЧЕМ больше соединений тем я думаю менее надежно. Я бы если честно не поставил бы пластиковые трубки, уж больно как то подозрительно. да и жизнь как говорится дороже.
Как припаять медь к металлу
Пайка, как технология создания неразъёмных соединений металлических изделий имеет древнюю историю. И сегодня, несмотря на лидирующую позицию сварочных процессов, пайка стали, алюминия, меди, и многих других металлов и сплавов продолжает успешно применяться в различных отраслях техники.
Процесс пайки разных по составу металлических сплавов имеет свои особенности. Это связано с различной температурой плавления и химическим составом сплавов. К некоторым маркам стали пайка не применяется.
Из-за специфического химического строения алюминия во время пайки у вас могут возникнуть трудности. Причина заключается в том, что алюминий является довольно активным металлом.

Это значит, что реагентами могут быть различные химические вещества. При взаимодействии этого цветного металла с кислородом, на поверхности изделия наблюдается образование очень тонкой и одновременно необычайно прочной оксидной пленки. Ввиду того, что свойства алюминия и его оксида полностью противоположны, следует полностью исключить образование данной пленки. Для этой цели вам и понадобится флюс.

С помощью этого вспомогательного материала с припоя и поверхности спаиваемого изделия удаляются окислы. Кроме того, флюс предотвращает их образование. Судя по отзывам, самой лучшей маркой является Ф-64 с 40% содержанием активного фтора. После работы спаиваемую поверхность нужно обязательно промыть. Флюс А-214 считается универсальным безотмывным средством с температурой плавления от 150 до 400 градусов. После работы его остатки легко удаляются обычной салфеткой, которую предварительно смачивают спиртом.
Низколегированной
Низколегированная углеродистая сталь относится к сплавам железа, наиболее легко подвергаемым процессу пайки.
Это объясняется тем, что на поверхности сталей данного типа образуется сравнительно непрочная плёнка окислов, легко устраняемая применением обычных флюсов.
Процесс пайки чёрных металлов может проходить при относительно низкой температуре, не превышающей 450 ℃ в случае применения мягких и легкоплавких свинцово-оловянных припоев.
Для получения паяного соединения, обладающего большей твёрдостью и механической прочностью, следует применять более твёрдые тугоплавкие припои, например на основе меди. Такая пайка осуществляется при температуре до 750 ℃.
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Конструктивной
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Паяное соединение легированных сталей производится с применением твёрдых припоев, содержащих медь, серебро или никель.
Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Последовательность операций
Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
После очистки и обезжиривания, на поверхность деталей наносится слой флюса. Если в качестве припоя служит олово, детали предварительно лудят. Лужение представляет собой равномерное смачивание поверхности расплавленным оловом.
После этого, детали собирают и надёжно фиксируют в том положении, в котором они должны находиться после соединения.
Далее, детали нагреваются подходящим способом. Нагрев производится до температуры, несколько превышающей температуру плавления применяемого припоя, который должен быть помещён в область соединения.
При расплавлении он затекает в зазор между деталями, образуя соединение. После остывания и кристаллизации припоя, шов зачищают, следы флюса удаляют.
Устранение маленьких трещин
Тем, кто не знает, чем можно запаять алюминиевую трубку, опытные мастера порекомендуют использовать специальные составы. Если трубки в вашем кондиционере с совершенно маленькими трещинками, еле видными глазу, то можно обойтись без аргонно-дуговой сварки. На дырочки в трубки наносят специальные заплатки. Важно, чтобы их толщина была не менее 3 мм. Для этого трубки из алюминия смесью покрывать следует в несколько слоев. Если трещины большие, то вам не обойтись без аргонно-дуговой сварки. Преимущество ее в том, что она исключает контакт поверхности с кислородом, а, следовательно – образование оксидов. Таким образом, работая аргонно-дуговой сваркой, вы можете обойтись без флюса.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Процесс пайки медных труб
В домашних условиях он разделяется на ряд этапов.
Нарезка
Трубу отрезают в размер, используя труборез (лучше!) или ножовку.
Если используется ножовка по металлу, следует удалить все внутренние и наружные заусенцы с помощью напильника или другого инструмента.
Если трубка не круглая, следует обеспечить точность сечения, используя оправку.
Зачистка и подготовка торцов

Поверхности швов должны быть чистыми и не содержать масла, смазки или оксидных загрязнений. Очистка производится с помощью проволочной щетки из нержавеющей стали или жесткой наждачной тканью.
Для очистки поверхности от смазки или масла используются подходящие растворители.
Не забудьте удалить мелкие посторонние частицы, например, наждачную пыль, после чего обработанные места необходимо тщательно высушить.
Нанесение флюса

Для равномерного нанесения используют кисть.
Недопустимо попадание флюса внутрь трубы, поэтому количество наносимого вещества должно быть минимально необходимым.
Излишки флюса перед пайкой медных труб надо удалить.
Соединение
Обязательные процедуры включают:
- Подготовку фитинга: он не должен быть со слишком глубокой полостью (излишек лучше отрезать). Рекомендуется, чтобы глубина полости не превышала двух её диаметров;
- Прогрев соединяемых изделий, для чего чаще используют газовую горелку, хотя можно и паяльник, имеющий соответствующую насадку;
- Нанесение флюса. При этом (для круглых труб) соединяемые детали вращают относительно друг друга: флюс распределится равномернее, и спаять трубу будет легче;
- Нанесение в зазор припоя. Разогретый теплом паяльника, он устремится в зазор, и заполнит его (это будет видно по остаткам припоя, вытекающего из полости стыка);
- Охлаждение места сборки с одновременным контролем качества пайки.
Пайка по капиллярной технологии

Особенностью такого вида пайки является то, что подготовленная медная трубка с нанесенным флюсом вставляется в полость фитинг и нагревается до температуры плавления припоя.
Силы адгезии и когезии заставляют припой стекать в капиллярный зазор.
Флюс позволяет припою смачиваться, прилипать и сплавляться с поверхностью меди, а сцепление приводит к тому, что припой затягивается достаточно, чтобы полностью заполнить зазор. Это приводит к прочному водонепроницаемому соединению.
Обработка швов
Некоторые считают эту операцию излишней, но окончательная отделка шва необходима, во-первых, для отделки торца соединённого с трубой фитинга, а во-вторых, для контроля возможных пустот и каверн, которые могли образоваться в соединении, если пайка проводилась при высоких температурах, а контроль за возможным газообразованием отсутствовал.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Сообщества › Кулибин Club › Форум › Подскажите по пайке латунными припоями.
Подскажите пожалуйста какие материалы(флюс, припой) и инструмент(паяльник, горелка) нужны для пайки стали латунным припоем. Задача такая — надо спаять тормозные трубки, они стальные. Трубки были обрезаны, к заказу не доступны либо по космической цене.
Ну и как лучше — через фитинг или стык в стык, или раструбом?
Может кто подскажет альтернативные варианты.
обварить и всё, это же сталь, а пайка держать не будет, усилие большое, или вальцевать на гайку и соеденять через переходник
Усилия нет, максимум давление. Обварить такой тонкий металл — геморное занятие, которое может привести к потере пропускной способности или полному перекрытию трубки изнутри.
а давление не создает усилие?
Перекачки для кислородных баллонов в основном паяют — 150 АТМ держат же как то.
ну паяй на здоровье, как тормоза кончатся вспомнишь про сварку и пайку,
Ну погоди, я же варианты рассматриваю. Ты говоришь вари, но не говоришь нюансов… Потому я пока и уперся в то, что понимаю.
Доброго времени. Тормозные трубки лучше всего соединять через вальцовку, хоть и сложнее. Если сваривать — рядом со швом металл теряет свойства и может дать трещину. Чем это чревато — объяснять не вижу смысла. А вообще лучше взять медную трубку метражом и проложить цельную.
На счет спайки/сварки согласен целиком и полностью — все это кроилово…
Вся засада именно в том, что никто не берется развальцевать стальные трубки. Уже думаю сам купить приспособу и греть трубку горелкой чтоб металл был более податливый.
А на счет замены трубки медными — что то сомнения закрадываются в надежности… Может и ошибаюсь.
После нагрева металл также теряет свойства, если не знаешь способа закалки. А медь вполне даже для тормозов подходит. Проверено временем. И легко в обработке, только вальцовочник нужен специальный.
варить легко, трубка по наружному диаметру как папа-мама вставил и вари спокойно)))
Т.е. ты предлагаешь воспользоваться вариантом раструба и сваркой ацетиленом?
можно просто подобрать трубку по диаметру и обварить стык, нарисую скину картинку
О припоях
Тем, кто не знает, чем запаять алюминиевую трубку кондиционера, можно порекомендовать воспользоваться медно-фосфорными и серебряными припоями. Для изделия из меди фосфорный лучше заменить припоем, в котором есть ионы серебра. Дело в том, что фосфорное вещество является довольно хрупким в сплавах, в которых количество никеля превышает 10%. Если в твердом припое содержится кадмий, то вам придется побеспокоиться о здоровье, поскольку пары кадмия могут отравить ваш организм. Перед тем, как запаять алюминиевую трубку в холодильнике, следует определить вид соединения. Например, медь с медью, со сталью и с алюминием.
В первом случае придется работать медным припоем. Стык с помощью горелки нужно разогреть до 600 градусов (он станет темно-вишневого цвета). Далее припой следует окунуть во флюс. Чтобы произошло плавление, нужно к разогретому стыку прижать пруток. Со стыками сталь-сталь и медь-сталь работают серебросодержащим припоем, который еще называют серебряным. Для плавления припоя с большим содержанием серебра потребуется меньшая температура. Кроме того, он обладает лучшей смачиваемостью и обтекаемостью, в отличие от медно-фосфорных, для плавления которых нужна температура выше.
Читайте также: